 Q2
Q2






Correggi l'estrusione incoerente nella stampa 3D in minuti

Fessure sullo strato superiore, pareti ondulate e improvvise irregolarità possono trasformare un lavoro lungo in un disastro. La maggior parte di questi guasti deriva dalle stesse poche cause. Con un percorso breve e ripetibile, è possibile diagnosticare il problema, applicare la soluzione corretta e bloccare in stalla Impostazioni di stampa 3DSegui i passaggi sottostanti per portare il tuo stampante 3D tornare a linee pulite e uniformi.
Che aspetto ha un'estrusione non uniforme nella stampa 3D?
L'estrusione incoerente si manifesta in un piccolo insieme di modelli. Abbina ciò che vedi sulla parte alla prima azione per il tuo stampante 3D.
- Gli strati superiori presentano forellini o strisce trasparenti.
- Le pareti esterne cambiano di spessore e appaiono ondulate.
- Gli angoli si gonfiano all'ingresso o sembrano sottili all'uscita.
- Il riempimento lascia spazi vuoti casuali dopo alcuni strati.
- L'estrusore emette un clic durante i movimenti rapidi.
Problemi comuni della stampa 3D e prime soluzioni
| Sintomo sulla parte | Probabile causa | Prima azione | Superare o regolare la soglia |
| Lo strato superiore presenta degli spazi vuoti | Flusso troppo basso o temperatura troppo bassa | Aumentare il moltiplicatore di estrusione dell'1-2 percento o aumentare la temperatura dell'ugello di 5-10 °C | La superficie superiore si chiude senza creste |
| Gli angoli sembrano gonfi | Pressione non compensata in movimento | Regolare l'anticipo della pressione con una linea di rampa di velocità | Angoli di larghezza uguale a linee rette |
| Le pareti variano in spessore | Flusso interrotto o blocco parziale | Ricalibrare il flusso, ispezionare l'ugello e il percorso | Spessore della parete entro ±0,05–0,10 mm dal target |
| Riempimento rado | Traino dell'alimentatore o filamento bagnato | Controllare la tensione e il percorso, filamento secco | Riempimento uniforme senza vuoti casuali |
| Cliccando a velocità | Richiesta di portata volumetrica troppo elevata | Velocità inferiore o altezza dello strato, confermare la capacità dell'hotend | Nessun clic durante un muro stabile |
Come individuare i problemi di estrusione nella stampa 3D in cinque minuti
Esegui questi quattro controlli in ordine. Ognuno di essi fornisce un chiaro segnale di superamento prima di procedere. Questa sequenza è adatta a un'officina e a un laboratorio domestico molto frequentati.
1. Controllo del flusso con un semplice quadrato
Taglia un quadrato di 100 mm, due o tre strati superiori, alla normale velocità di stampa 3D. Se la parte superiore presenta degli spazi vuoti, aumentare il moltiplicatore di estrusione dell'1 percento e ristamparePassare quando la parte superiore si chiude e appare liscia.
2. Linea di avanzamento della pressione
Stampa una linea a parete singola che aumenta la velocità. Aumenta la pressione a piccoli passi finché gli angoli non corrispondono alle sezioni dritte. Fermati alla prima impostazione che rimuove le protuberanze senza assottigliare.
3. Estrusione manuale e ispezione del percorso
Riscaldare fino alla temperatura di stampa. Comandare 100 mm di filamento. Misurare l'aspirazione all'alimentatore. Se l'aspirazione misurata differisce di oltre il 5 percento, correggere i passaggi o il flusso prima di qualsiasi altra messa a punto. Pulire l'ingranaggio di trasmissione, squadrare il Tubo in PTFE estremità e rimuovere le pieghe.
4. Verifica della realtà del flusso volumetrico
Stimare la domanda con larghezza della linea × altezza del livello × velocitàSe il stampante 3D Se la velocità di volo non è sufficiente, ridurre la velocità o l'altezza dello strato e ripetere il test. Mantenere un margine per percorsi lunghi e continui.
Impostazioni principali dell'affettatrice per risolvere prima i problemi di estrusione
Imposta i parametri in questo ordine in modo che ogni modifica si basi su una base stabile. Fai un test su un piccolo quadrato, quindi applicalo al modello completo.
- Moltiplicatore di estrusione o flusso: Procedere con incrementi dell'1-2%.Una superficie superiore liscia e chiusa conferma la linea di base per la tua stampante 3D.
- Avanzamento della pressione o caratteristica simile: Utilizzare il test della linea. Gli angoli dovrebbero apparire come pareti dritte. Questo controllo uniforma la pressione durante i cambi di direzione e riduce le macchie.
- Temperatura dell'ugello: Regolare di 5–10 °C alla volta. Una temperatura più alta migliora il flusso a velocità, una temperatura più bassa riduce l'incordaturaRicontrollare il riquadro superiore dopo ogni modifica.
- Retrazione, scorrimento, pulizia e pettinatura: Mantenete queste dosi modeste finché il flusso e la pressione non saranno stabili. Aggiungete solo quanto necessario per evitare cicatrici durante il viaggio.
- Strategia di raffreddamento: Bilanciare il raffreddamento delle parti con il tempo di stratificazione. Un flusso d'aria eccessivo sui perimetri spessi può far sembrare le perle poco elaborate. Le caratteristiche sottili potrebbero richiedere una ventola più potente per mantenere i dettagli nitidi.
Quali controlli hardware della stampante 3D impediscono oscillazioni casuali del flusso?
Un percorso pulito è importante tanto quanto le impostazioni pulite. Dai il tuo stampante 3D un rapido controllo meccanico con soglie oggettive.
- Salute degli ugelli: Sostituire un ugello usurato o rovinatoEseguire un'estrazione a freddo quando si vedono residui. Passare quando l'estrusione inizia senza intoppi e la punta è pulita.
- Azionamento e tensione dell'estrusore: L'ingranaggio dovrebbe lasciare un segno di morso netto, senza polvere da taglio. Se si nota polvere, ridurre la tensione e pulire i denti. Se i segni sono deboli, aumentare la tensione.
- Percorso del filamento e connettori: Tagliare le estremità dei tubi in PTFE perpendicolarmente e posizionare completamente i raccordi per evitare gradini interni. Mantenere un ampio raggio di curvatura, 50 mm o più, per ridurre la resistenza.
- Stabilità dell'hotend: Durante l'estrusione costante, mantenere la lettura dell'ugello entro ±2 °COscillazioni più ampie indicano un raffreddamento debole dovuto al calore o un riscaldamento stanco.
- Camera e flusso d'aria: Uno spazio di stampa chiuso mantiene le condizioni stabili tra gli strati. Verificare che i condotti siano liberi e che il raffreddamento dei componenti colpisca l'area interessata, non il blocco termico.
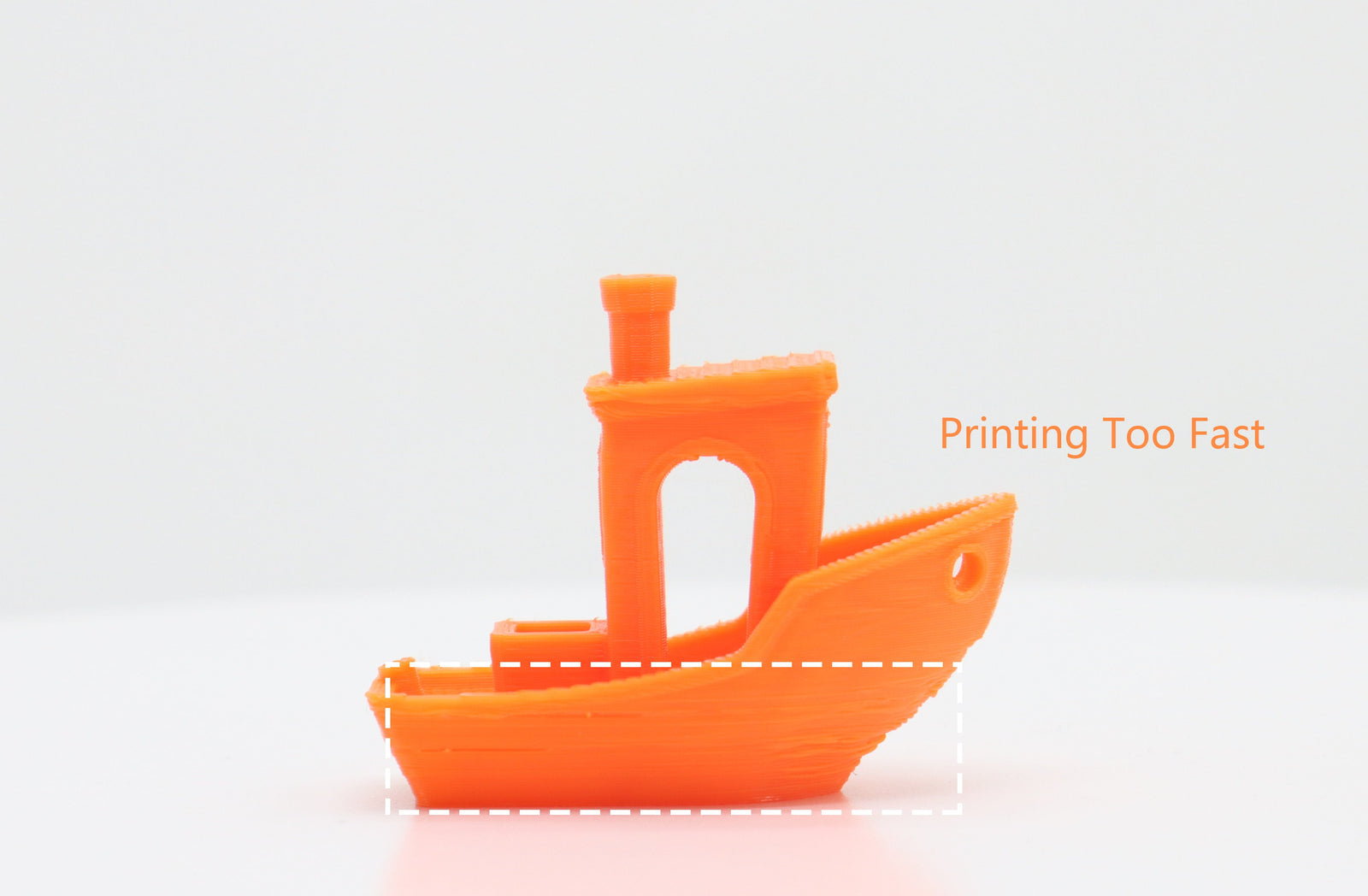
Quanto velocemente può andare la tua stampante 3D prima che l'hotend si esaurisca?
Associa la velocità di stampa 3D a un valore verificabile. Utilizza il flusso volumetrico per impostare un limite massimo di sicurezza.
Domanda di portata volumetrica: Flusso (mm³/s) = larghezza della linea (mm) × altezza dello strato (mm) × velocità (mm/s)
Esempio:
- Larghezza linea 0,45 mm, altezza strato 0,20 mm, velocità 120 mm/s.
- Flusso = 0,45 × 0,20 × 120 = 10,8 mm³/s.
Se la parete di prova appare pulita e l'estrusore rimane silenzioso, aumenta la velocità a piccoli passi e fai attenzione agli artefatti. Dopo aver trovato un limite pulito, fai un passo indietro di 15-25 percento per lavori reali. Lunghi riempimenti e perimetri densi sostengono il carico termico e necessitano di un margine.
Riferimento pratico per la velocità di stampa 3D di tutti i giorni
| Larghezza della linea | Altezza dello strato | Portata target (mm³/s) | Velocità consigliata (mm/s) |
| 0,42 | 0,16 | 8.0 | 119 |
| 0,45 | 0,20 | 10.0 | 111 |
| 0,48 | 0,24 | 12.0 | 104 |
Utilizza la tabella come punto di partenza. Regola una variabile alla volta e conferma i risultati su un cubo piccolo prima di passare a un modello più grande.
Come mantenere il filamento per una stampa 3D uniforme
Materiale condizione influenza fortemente la stabilità della stampa 3D. Piccole abitudini impediscono grandi oscillazioni.
- Gradi igroscopici secchi: Nylon, PETG, PC e tipi flessibili assorbire l'umidità. Conservare con essiccante fresco.Asciugare quando si sentono degli scoppi o si vedono delle microbolle.
- Pulisci il filamento prima delle modifiche: Pulire la polvere dagli alimentatori del filamento. I detriti si accumulano nell'ugello durante le stampe lunghe.
- Conservare i registri per materiale: Registra le dimensioni dell'ugello, l'altezza dello strato, la larghezza della linea, la velocità, la portata, l'avanzamento della pressione e la ventola. Riutilizza il set la prossima volta e modifica solo un elemento.
- Manutenzione leggera secondo un programma: Ogni poche rotazioni, pulire l'ingranaggio di trasmissione, controllare i connettori e confermare le letture della temperatura. Piccoli controlli frequenti prevengono lunghe interruzioni.
Modelli di avvio rapido per utenti di stampanti 3D
Utilizzare questi due modelli per mantenere la stampa 3D ripetibileCopiali nell'app Note o nella wiki del tuo negozio.
Modello di registro dei parametri
| Materiale | Ugello | Altezza dello strato | Larghezza della linea | Velocità | Fluire | Avanzamento della pressione | Fan | Note sui risultati |
| PLA | 0,4 millimetri | 0,20 | 0,45 | 110 | 1,00 | 0,04 | 40% | Parte superiore pulita, angoli uniformi |
| PETG | 0,4 millimetri | 0,20 | 0,45 | 70 | 0,98 | 0,06 | 30% | Pareti lisce, bassa tensione |
Lista di controllo per la risoluzione dei problemi
| Sintomo | Azione | Ritestare l'articolo | Risultato atteso |
| Pelle superiore sottile | Portata +1% o temperatura +5 °C | 100 mm quadrati | Parte superiore chiusa con lucentezza fine |
| Macchie d'angolo | Aumentare la pressione in anticipo | Linea di rampa di velocità | Gli angoli corrispondono alle linee rette |
| Cliccando sui muri veloci | Ridurre la velocità o l'altezza dello strato | Perimetro lungo | Alimentazione silenziosa e perline uniformi |
| Buche casuali nel riempimento | Filamento asciutto e percorso di controllo | campione di riempimento a 3 strati | Il riempimento si lega in modo uniforme |
Mantenere le tue stampe 3D fluide e affidabili
Fessure sugli strati superiori, pareti ondulate e zone ruvide sono solitamente dovute ad alcune cause comuni. Seguendo un approccio chiaro e graduale, controllando impostazioni dell'affettatrice, hardware, condizioni del materiale e velocità: aiuta il tuo stampante 3D Produci strati uniformi e uniformi. La registrazione di impostazioni collaudate e la revisione dei punti di controllo chiave garantiscono stampe di lunga durata affidabili e dall'aspetto esattamente come previsto. Mantenendo questa routine, stampe 3D uniformi e di alta qualità diventeranno il nuovo standard.
- Che aspetto ha un'estrusione non uniforme nella stampa 3D?
- Problemi comuni della stampa 3D e prime soluzioni
- Come individuare i problemi di estrusione nella stampa 3D in cinque minuti
- 1. Controllo del flusso con un semplice quadrato
- 2. Linea di avanzamento della pressione
- 3. Estrusione manuale e ispezione del percorso
- 4. Verifica della realtà del flusso volumetrico
- Impostazioni principali dell'affettatrice per risolvere prima i problemi di estrusione
- Quali controlli hardware della stampante 3D impediscono oscillazioni casuali del flusso?
- Quanto velocemente può andare la tua stampante 3D prima che l'hotend si esaurisca?
- Riferimento pratico per la velocità di stampa 3D di tutti i giorni
- Come mantenere il filamento per una stampa 3D uniforme
- Modelli di avvio rapido per utenti di stampanti 3D
- Modello di registro dei parametri
- Lista di controllo per la risoluzione dei problemi
- Mantenere le tue stampe 3D fluide e affidabili
Prodotti consigliati











