 Q2
Q2






Исправить непоследовательную экструзию в 3D -печати за считанные минуты

Пробелы в верхнем слое, неровности стен и внезапные неровности могут превратить долгую работу в хлам. Большинство этих проблем возникают по одним и тем же причинам. Имея короткий и повторяемый путь, вы можете диагностировать проблему, применить правильное решение и… запереть в стабильной Настройки 3D-печати. Следуйте инструкциям ниже, чтобы привести свой 3D-принтер обратно к чистым, ровным линиям.
Как выглядит неравномерная экструзия при 3D-печати?
Неравномерное выдавливание отображается в небольшом наборе шаблонов. Сопоставьте то, что вы видите на детали, с первым действием для вашей 3D-принтер.
- В верхних слоях имеются отверстия или прозрачные полосы.
- Внешние стены меняют толщину и выглядят волнистыми.
- Углы выглядят выпуклыми на входе или тонкими на выходе.
- После нескольких слоев заполнения остаются случайные зазоры.
- Экструдер щелкает при быстрых перемещениях.
Распространенные проблемы при 3D-печати и первые решения
| Симптом на части | Вероятная причина | Первое действие | Пройти или скорректировать порог |
| Верхний слой имеет пробелы | Слишком низкий расход или слишком низкая температура | Увеличьте множитель экструзии на 1–2 процента или увеличьте температуру сопла на 5–10 °C. | Верхняя поверхность закрывается без выступов |
| Углы выглядят опухшими | Давление не компенсируется в движении | Настройте повышение давления с помощью линии линейного изменения скорости | Углы, равные по ширине прямым линиям |
| Стены различаются по толщине | Перекрытие потока или частичная закупорка | Повторно откалибруйте поток, проверьте сопло и путь | Толщина стенки в пределах ±0,05–0,10 мм от заданной |
| Редкое заполнение | Фидерное сопротивление или мокрая нить | Проверьте натяжение и путь, сухая нить | Равномерное заполнение без случайных пустот |
| Щелкаем на скорости | Слишком высокий объемный расход | Уменьшите скорость или высоту слоя, проверьте производительность хотэнда | Никаких щелчков при устойчивой стене |
Как обнаружить проблемы экструзии при 3D-печати за пять минут
Выполните эти четыре проверки по порядку. Каждая проверка даёт чёткий сигнал «Пройдено», прежде чем вы продолжите. Такая последовательность подходит для загруженного магазина и домашней лаборатории.
1. Проверка потока с помощью простого квадрата
Вырежьте квадрат размером 100 мм, два или три верхних слоя, на обычной скорости 3D-печати. Если в верхнем слое есть зазоры, увеличьте множитель экструзии на 1 процент и перепечатайте. Проходит, когда верх закрывается и выглядит гладким.
2. Линия повышения давления
Печать однослойной линии с плавным увеличением скорости. Увеличивайте давление постепенно, пока углы не будут соответствовать прямым участкам. Остановитесь на первом значении, при котором убираются выступы без утончения.
3. Ручная экструзия и проверка траектории
Нагрейте до температуры печати. Подайте нить длиной 100 мм. Измерьте подачу в фидер. Если измеренное поступление отличается на более 5 процентов, исправьте шаги или поток перед любой другой настройкой. Очистите приводную шестерню, выровняйте ПТФЭ-трубка концы и устранить перегибы.
4. Проверка реального объёмного расхода
Оцените спрос с помощью ширина линии × высота слоя × скорость. Если 3D-принтер Если заданная скорость недостаточна, уменьшите скорость или высоту слоя и повторите тест. Оставьте запас для длинных, непрерывных маршрутов.
Основные настройки слайсера для устранения проблем экструзии
Задавайте параметры в таком порядке, чтобы каждое изменение основывалось на стабильной основе. Протестируйте на небольшом участке, а затем примените ко всей модели.
- Множитель экструзии или поток: Двигайтесь с шагом в 1–2 процента.Гладкая, закрытая верхняя поверхность подтверждает базовые характеристики вашего 3D-принтера.
- Функция повышения давления или аналогичная функция: Используйте линейный тест. Углы должны выглядеть так же, как прямые стены. Этот контроль выравнивает давление при смене направления и уменьшает образование пятен.
- Температура сопла: Регулируйте по 5–10 °C за раз. Более высокая температура улучшает текучесть, а более низкая температура уменьшает натяжение. После каждого изменения перепроверяйте верхний квадрат.
- Отвод, движение по инерции, вытирание и расчесывание: Соблюдайте умеренность, пока поток и давление не стабилизируются. Добавляйте только необходимое количество, чтобы избежать шрамов во время путешествия.
- Стратегия охлаждения: Сбалансируйте охлаждение детали со временем нанесения слоя. Избыточный поток воздуха на толстых периметрах может создать впечатление, что шарики выглядят недостаточными. Тонкие элементы могут потребовать более интенсивного обдува для сохранения чётких деталей.
Какие проверки оборудования 3D-принтера предотвращают случайные колебания потока?
Чистый путь так же важен, как и чистота окружающей среды. Дайте вашему 3D-принтер быстрый механический аудит с объективными пороговыми значениями.
- Состояние сопла: Заменить изношенную или поврежденную насадку. При появлении остатков выполните холодную протяжку. Пропустите, когда экструзия начнётся плавно, а наконечник будет чистым.
- Привод и натяжение экструдера: Шестерня должна оставлять чёткий след без шлифовальной пыли. Если появляется пыль, ослабьте натяжение и очистите зубья. Если следы едва заметны, увеличьте натяжение.
- Путь прохождения нити и разъемы: Обрежьте концы трубок из ПТФЭ под прямым углом и плотно прижмите фитинги, чтобы избежать внутренних уступов. Сохраняйте большой радиус изгиба. 50 мм или более, чтобы уменьшить сопротивление.
- Стабильность хотэнда: Во время равномерной экструзии держите показания сопла в пределах ±2 °С. Более широкие колебания указывают на слабое охлаждение теплового разрыва или усталость обогревателя.
- Камера и воздушный поток: Закрытое пространство для сборки поддерживает стабильные условия между слоями. Убедитесь, что воздуховоды свободны и что охлаждение детали направлено на целевую область, а не на тепловой блок.
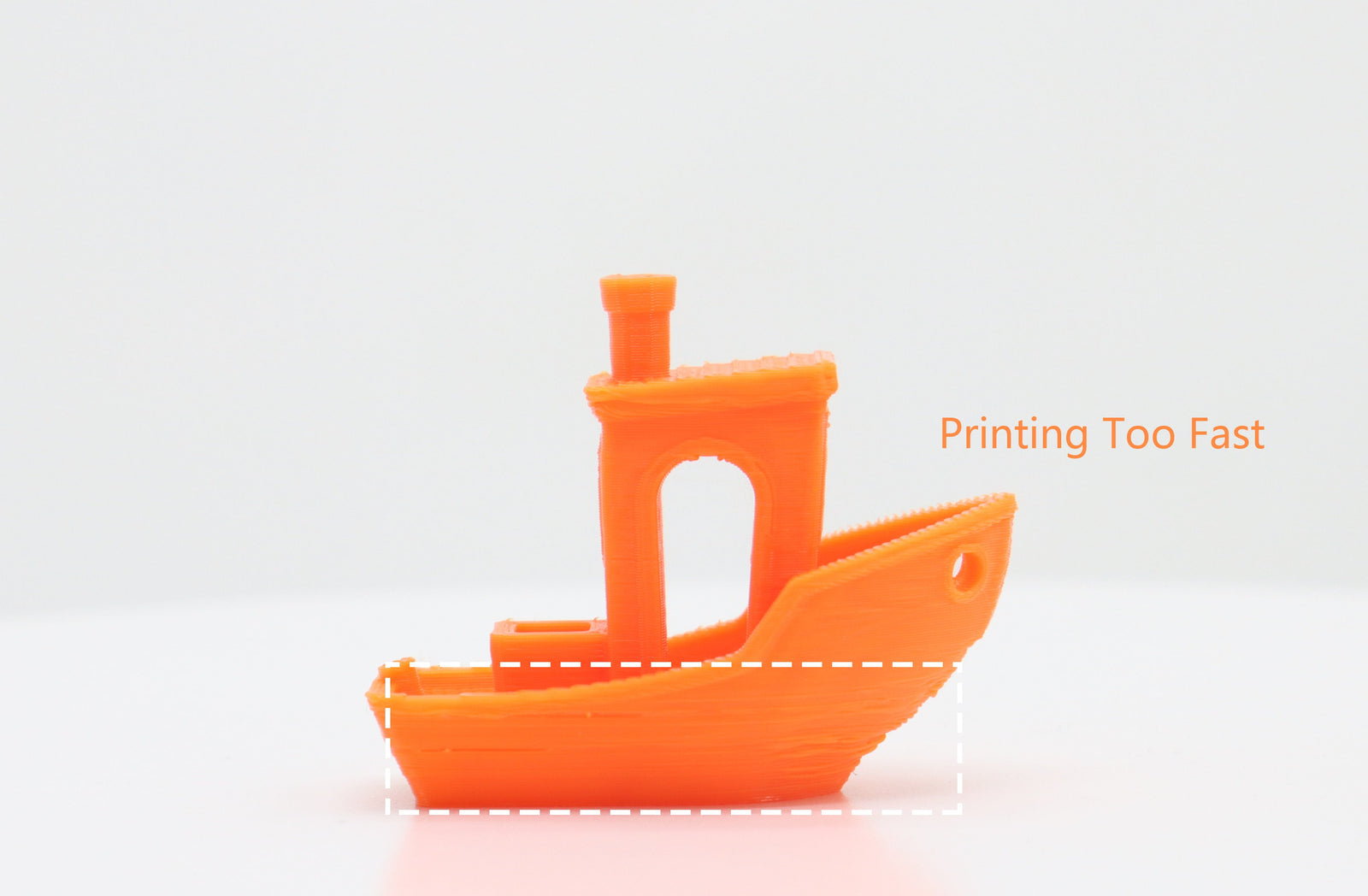
Насколько быстро может работать ваш 3D-принтер, прежде чем хотэнд закончится?
Установите скорость 3D-печати на основе проверяемого числа. Используйте объёмный расход для установки безопасного предела.
Требуемый объемный расход: Поток (мм³/с) = ширина линии (мм) × высота слоя (мм) × скорость (мм/с)
Пример:
- Ширина линии 0,45 мм, высота слоя 0,20 мм, скорость 120 мм/с.
- Расход = 0,45 × 0,20 × 120 = 10,8 мм³/с.
Если тестовая стенка выглядит чистой, а экструдер работает тихо, увеличивайте скорость постепенно и следите за артефактами. После того, как вы найдете чистый предел, отступите на шаг назад. 15–25 процентов Для реальных задач. Длинные участки заполнения и плотные периметры выдерживают тепловую нагрузку и требуют запаса.
Удобный справочник скорости для повседневной 3D-печати
| Ширина линии | Высота слоя | Целевой поток (мм³/с) | Рекомендуемая скорость (мм/с) |
| 0,42 | 0,16 | 8.0 | 119 |
| 0,45 | 0,20 | 10.0 | 111 |
| 0,48 | 0,24 | 12.0 | 104 |
Используйте таблицу в качестве отправной точки. Настраивайте по одной переменной за раз и проверяйте результаты на небольшом кубе, прежде чем переходить к большой модели.
Как поддерживать нить в рабочем состоянии для стабильной 3D-печати
Материал Состояние сильно влияет на стабильность 3D-печати. Небольшие привычки предотвращают большие колебания.
- Сухие гигроскопичные марки: Нейлон, ПЭТГ, ПК и гибкие типы Впитывают влагу. Хранить со свежим осушителем.Высушите, когда услышите хлопки или увидите микроскопические пузырьки.
- Очистите нить перед заменой: Протрите пыль с филаментных подающих устройств. При длительной печати в сопле скапливается мусор.
- Ведите учет по материалам: Размер сопла, высота слоя, ширина линии, скорость, расход, подача под давлением и факел. В следующий раз используйте набор повторно, изменив только один элемент.
- Легкое техническое обслуживание по графику: Каждые несколько катушек очищайте приводную шестерню, проверяйте соединения и показания температуры. Частые небольшие проверки предотвращают длительные простои.
Шаблоны быстрого старта для пользователей 3D-принтеров
Используйте эти два шаблона для поддерживать повторяемость 3D-печати. Скопируйте их в приложение «Заметки» или вики-страницу магазина.
Шаблон журнала параметров
| Материал | Сопло | Высота слоя | Ширина линии | Скорость | Поток | Повышение давления | Вентилятор | Примечания к результатам |
| НОАК | 0,4 мм | 0,20 | 0,45 | 110 | 1.00 | 0,04 | 40% | Чистый верх, ровные углы |
| ПЭТГ | 0,4 мм | 0,20 | 0,45 | 70 | 0,98 | 0,06 | 30% | Гладкие стены, низкая тяга |
Контрольный список устранения неполадок
| Симптом | Действие | Повторите тест | Ожидаемый результат |
| Тонкая верхняя оболочка | Расход +1% или температура +5 °C | квадрат 100 мм | Закрытый верх с мелким блеском |
| Угловые пятна | Увеличить давление вперед | Линия скоростного трапа | Углы соответствуют прямым линиям |
| Нажатие на быстрые стены | Уменьшите скорость или высоту слоя | Длинный периметр | Тихая подача и равномерный бисер |
| Случайные ямы в заполнении | Высушите нить и проверьте путь | Образец 3-слойного заполнения | Заполнение склеивает равномерно |
Обеспечение гладкости и надежности 3D-печати
Зазоры в верхних слоях, волнистые стены и неровности обычно возникают по нескольким распространённым причинам. Следуя чёткому, пошаговому подходу, проверяйте настройки слайсера, оборудование, состояние материалов и скорость — помогают вашему 3D-принтер Создавайте гладкие, ровные слои. Регистрация проверенных настроек и проверка ключевых контрольных точек гарантируют надёжность и точность вывода длинных отпечатков. Соблюдайте эту привычку, и стабильно высокое качество 3D-печати станет новым стандартом.
- Как выглядит неравномерная экструзия при 3D-печати?
- Распространенные проблемы при 3D-печати и первые решения
- Как обнаружить проблемы экструзии при 3D-печати за пять минут
- 1. Проверка потока с помощью простого квадрата
- 2. Линия повышения давления
- 3. Ручная экструзия и проверка траектории
- 4. Проверка реального объёмного расхода
- Основные настройки слайсера для устранения проблем экструзии
- Какие проверки оборудования 3D-принтера предотвращают случайные колебания потока?
- Насколько быстро может работать ваш 3D-принтер, прежде чем хотэнд закончится?
- Удобный справочник скорости для повседневной 3D-печати
- Как поддерживать нить в рабочем состоянии для стабильной 3D-печати
- Шаблоны быстрого старта для пользователей 3D-принтеров
- Шаблон журнала параметров
- Контрольный список устранения неполадок
- Обеспечение гладкости и надежности 3D-печати
Рекомендуемые продукты











