 Q2
Q2






La tua guida al fissaggio di sotto-estrusione su una stampante 3D

Hai aspettato ore per completare la stampa, solo per poi staccarla dal piano di stampa e ritrovarti deluso. È uno dei problemi più comuni e frustranti nella stampa 3D: il modello è debole, pieno di buchi e ha una consistenza ruvida e filamentosa. Questo problema ha un nome: sottoestrusione.
Fortunatamente, è quasi sempre risolvibile. La sottoestrusione ha diverse possibili cause, ma è possibile diagnosticarla e risolverla con un approccio logico e graduale. Questa guida ti guiderà attraverso questo processo, dai semplici controlli software alla manutenzione hardware essenziale, per far sì che la tua stampante 3D torni a funzionare perfettamente.

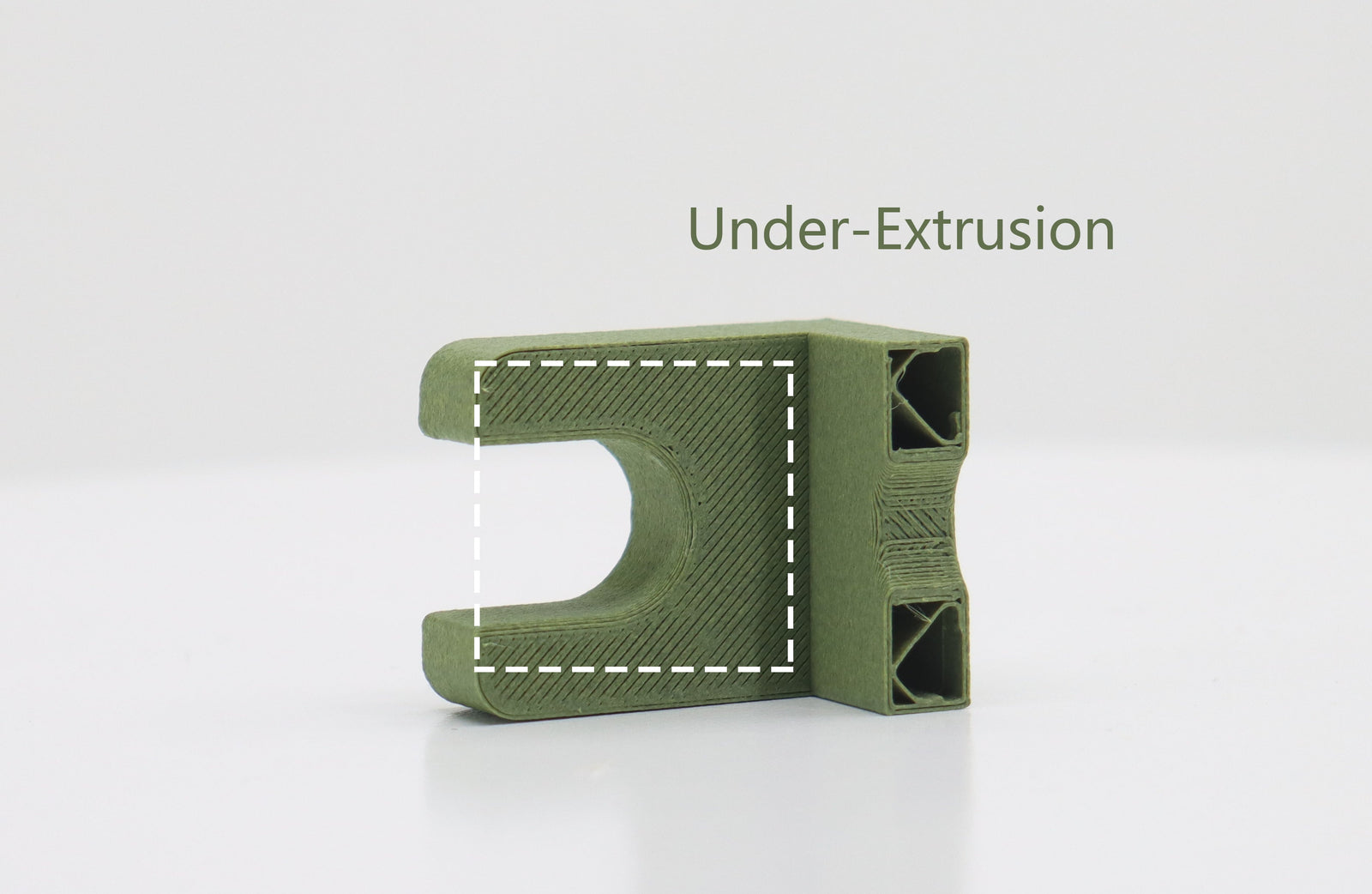
Cos'è la sottoestrusione nella stampa 3D e come individuarla
In termini semplici, la sottoestrusione si verifica quando il tuo stampante 3D non è in grado di spingere fuori la quantità di filamento richiesta dal lavoroLa stampante si muove lungo il percorso corretto, ma non deposita abbastanza materiale, il che porta a una stampa dall'aspetto scadente. Ciò compromette l'aspetto del modello e, cosa ancora più importante, la sua resistenza strutturale.
Ecco i Segni classici di una stampante 3D che estrude male:
- Spazi tra gli strati.
- Interi strati sono completamente mancanti.
- Strutture di riempimento molto sottili, esili o incomplete.
- Una superficie ruvida, butterata o ricoperta di buchi.
- Stampe che risultano visibilmente fragili e deboli.
Inizia qui: le impostazioni dello slicer causano una sottoestrusione?
Prima di utilizzare un singolo strumento, controlla sempre le impostazioni dello slicer. Questo è il punto migliore da cui iniziare, perché le soluzioni sono rapide, facili e molto spesso risolvono l'intero problema. Un'impostazione errata nel software di slicing è una causa frequente di problemi di stampa 3D.
| Impostazione dell'affettatrice | Il problema comune | Cosa fare (la soluzione) |
| Moltiplicatore di portata/estrusione | L'impostazione è troppo bassa e fa sì che la stampante espella intenzionalmente meno plastica del necessario. | Assicurati che sia impostato al 100% come valore di base. Per una maggiore precisione, calibralo stampando un cubo cavo e misurandone lo spessore delle pareti con un calibro. |
| Temperatura di stampa | L'hotend è troppo freddo, rendendo il filamento troppo spesso e viscoso per scorrere liberamente attraverso l'ugello. | Controlla l'intervallo di temperatura consigliato sulla bobina del filamento. Prova ad aumentare la temperatura con incrementi di 5 gradi per vedere se il flusso migliora. |
| Velocità di stampa | La stampante si muove troppo velocemente perché l'hotend possa fondere correttamente il filamento in tempo. | Prova a ridurre la velocità di stampa complessiva o ad aumentare la temperatura di stampa per compensare l'elevata velocità. |
| Diametro del filamento | L'affettatrice è impostata sul diametro sbagliato (e.g., 2,85 mm) mentre si utilizza un filamento da 1,75 mm. | Controlla attentamente che questa impostazione nel profilo della macchina del tuo slicer corrisponda perfettamente al diametro specificato sulla bobina del filamento (solitamente 1,75 mm). |
Il problema è l'hardware della tua stampante 3D?
Se hai confermato che le impostazioni dell'affettatrice sono corrette e il problema persiste, il passaggio successivo è ispezionare l'hardware fisico della stampante 3DQuesti problemi meccanici sono cause molto comuni di una cattiva estrusione.

Controllare se l'ugello è intasato
- Cosa cercare: Un'ostruzione parziale è più comune di una completa.Potresti vedere Filamento per stampante 3D arricciarsi su un lato quando esce dall'ugello, oppure avvertire una resistenza maggiore quando si spinge manualmente il filamento.
- Soluzione: Eseguire un "cold pull". Riscaldare l'ugello, spingere manualmente un po' di filamento, lasciarlo raffreddare a metà circa, quindi estrarlo con decisione. Spesso questo trascinerà via anche eventuali detriti.
Ispezionare il gruppo estrusore
- Cosa cercare: L'ingranaggio dentato (quello con i denti) può ostruirsi con polvere di plastica, causandone lo slittamento. Anche il braccio tenditore potrebbe essere troppo lento o troppo stretto.
- Soluzione: Utilizzare una piccola spazzola di ottone per pulire eventuali detriti dai denti dell'ingranaggio. Regolare la vite di tensione in modo che l'ingranaggio abbia una presa salda, ma non schiacciante, sul filamento.
Esaminare il percorso del filamento
- Cosa cercare: Grovigli sulla bobina o un tubo Bowden (se presente) fortemente piegato, attorcigliato o con segni di usura visibili all'interno.
- Soluzione: Assicurarsi che la bobina possa ruotare liberamente. Se si dispone di un Sistema Bowden, controllare e rimuovere eventuali curve strette. Valutare la sostituzione del tubo in PTFE se appare usurato.
Il tuo filamento potrebbe essere il colpevole nascosto del tuo problema di stampa 3D?
Se il tuo software e hardware sono conformi, il filamento stesso potrebbe essere la radice del problemaBassa qualità o scarsa filamento immagazzinato può essere la causa nascosta di molti grattacapi legati alla stampa 3D.
Problema: incoerenza del diametro
- Sintomo: L'estrusione appare irregolare, con alcune parti che hanno un aspetto migliore di altre.
- Soluzione: Utilizzare un calibro digitale per misurare il filamento in diversi punti lungo la sua lunghezza. Se il diametro varia più di quanto indicato dal produttore tolleranza (e.g., ±0,03 mm), il filamento è di bassa qualità e deve essere sostituito.
Problema: filamento bagnato
- Sintomo: Durante la stampa si sente un distinto crepitio o scoppiettio proveniente dall'ugello. La superficie di stampa appare ruvida e presenta una scarsa adesione degli strati.
- Soluzione: Utilizzare un essiccatore per filamenti dedicato per eliminare l'umidità dalla bobina secondo le istruzioni del produttore. Conservare il filamento in un contenitore ermetico con essiccante può prevenire questo problema.
Stampa con sicurezza: un riepilogo finale sulla sottoestrusione
Risolvere il problema della sottoestrusione può sembrare un compito arduo, ma un approccio sistematico lo rende gestibile. Controllando prima gli aspetti più semplici (impostazioni dello slicer) e poi passando ai componenti fisici (hardware e filamento), è possibile diagnosticare e risolvere in modo efficiente la causa principale dei problemi di stampa 3D.
Pensa al tuo stampante 3D per consumatori come qualsiasi altro strumento di precisione, richiede manutenzione e calibrazione occasionali per funzionare al meglio. Imparare a risolvere problemi come la sottoestrusione è una parte fondamentale del percorso di stampa 3DUna volta padroneggiato questo metodo, sarai ricompensato con stampe uniformi, resistenti e bellissime ogni volta.
Domande frequenti sulla sottoestrusione
D1. Perché una retrazione rapida o brusca provoca una sottoestrusione?
Una retrazione troppo rapida o troppo brusca fa sì che la plastica fusa venga risucchiata nella sezione più fredda dell'hotend. Quando la stampa riprende, si verifica un ritardo nel ritorno della plastica alla punta dell'ugello. Questo crea piccole fessure e grumi, ed entrambi i fenomeni causano una sottoestrusione quando la stampante esegue un movimento di stampa.
D2. La causa potrebbe essere l'inserimento di un ugello di dimensioni errate nella mia affettatrice?
SÌSupponiamo di inserire un ugello da 0,6 mm, ma il tuo slicer presuppone che sia da 0,4 mm; il software calcolerà il flusso per la dimensione ridotta.La stampante estruderà quindi una quantità di materiale notevolmente inferiore a quella che l'ugello più grande è in grado di produrre, con il risultato di stampe estremamente fragili e di una quantità di materiale depositata insufficiente.
D3. Cos'è lo "Heat Creep" e come può portare alla sottoestrusione?
L'heat creep si verifica quando l'hotend non è sufficientemente freddo e il calore viene trasferito dall'ugello verso l'alto. Il filamento diventa troppo flessibile al momento sbagliato, si espande e si blocca nell'heat break. L'attrito aggiuntivo continua ad accumularsi fino a creare un intasamento, causando una sottoestrusione sempre maggiore, fino all'arresto completo del filamento.
D4. Perché la mia stampa inizia bene ma poi perde materiale a metà?
Normalmente, ciò indica un problema che peggiora con il tempoCerca un groviglio sulla bobina del filamento che si sta stringendo. Potrebbe anche trattarsi di un fenomeno di creep termico che si verifica dopo un'ora di stampa, oppure l'ingranaggio dell'estrusore che si riempie gradualmente di polvere di plastica e perde la presa sul filamento.
D5. Perché il tubo in PTFE provoca una sottoestrusione nelle stampanti Bowden?
Il filamento si sposta avanti e indietro nel tubo in PTFE, creando nel tempo una scanalatura nel tubo, in particolare attorno ai raccordi. Ciò provoca un attrito che impedisce al filamento di scorrere senza intoppiIl motore dell'estrusore è troppo debole per spingere facilmente il filamento, causando una sottoestrusione costante.

