 Q2
Q2






Correction de l'extrusion incohérente dans l'impression 3D en quelques minutes

Des lacunes sur la couche supérieure, des parois ondulées et des aspérités soudaines peuvent réduire à néant un long travail. La plupart de ces défaillances proviennent des mêmes causes. Un chemin court et reproductible vous permet de diagnostiquer le problème, d'appliquer la solution appropriée et de le réparer. verrouiller dans l'écurie Paramètres d'impression 3D. Suivez les étapes ci-dessous pour apporter votre Imprimante 3D retour aux lignes épurées et régulières.
À quoi ressemble une extrusion incohérente dans l’impression 3D ?
Une extrusion incohérente apparaît dans un petit ensemble de motifs. Faites correspondre ce que vous voyez sur la pièce à la première action de votre Imprimante 3D.
- Les couches supérieures présentent des trous d'épingle ou des stries transparentes.
- Les murs extérieurs changent d’épaisseur et paraissent ondulés.
- Les coins se gonflent à l'entrée ou semblent minces à la sortie.
- Le remplissage laisse des espaces aléatoires après quelques couches.
- L'extrudeuse clique lors des mouvements rapides.
Problèmes courants d'impression 3D et premières solutions
| Symptôme sur la partie | Cause probable | Première action | Dépasser ou ajuster le seuil |
| La couche supérieure présente des lacunes | Débit trop faible ou température trop basse | Augmenter le multiplicateur d'extrusion de 1 à 2 pour cent ou augmenter la température de la buse de 5 à 10 °C | La surface supérieure se ferme sans crêtes |
| Les coins semblent gonflés | Pression non compensée en mouvement | Régler l'avance de pression avec une ligne de rampe de vitesse | Les coins ont la même largeur que les lignes droites |
| Les murs varient en épaisseur | Écoulement ou blocage partiel | Recalibrer le débit, inspecter la buse et le trajet | Épaisseur de paroi comprise entre ± 0,05 et 0,10 mm de la cible |
| Remplissage clairsemé | Traînée d'alimentation ou filament humide | Vérifier la tension et le chemin, filament sec | Remplissage uniforme sans vides aléatoires |
| Cliquer à grande vitesse | Demande de débit volumétrique trop élevée | Réduisez la vitesse ou la hauteur de couche, confirmez la capacité de la tête chauffante | Pas de clic pendant un mur stable |
Comment détecter les problèmes d'extrusion lors de l'impression 3D en cinq minutes
Effectuez ces quatre vérifications dans l'ordre. Chacune d'elles indique clairement la réussite avant de passer à la suivante. Cette séquence est adaptée à un atelier ou à un laboratoire personnel très fréquenté.
1. Vérification du débit avec un simple carré
Découpez deux ou trois couches supérieures d'un carré de 100 mm à votre vitesse d'impression 3D habituelle. Si la partie supérieure présente des espaces, augmenter le multiplicateur d'extrusion de 1 pour cent et réimprimer. Passez lorsque le haut se ferme et semble lisse.
2. Conduite d'avance de pression
Imprimez une ligne à paroi simple en augmentant progressivement la vitesse. Augmentez la pression progressivement jusqu'à ce que les angles correspondent aux sections droites. Arrêtez-vous au premier réglage qui supprime les bosses sans amincir.
3. Extrusion manuelle et inspection du chemin
Chauffer à la température d'impression. Commander 100 mm de filament. Mesurer l'entrée au niveau du chargeur. Si l'entrée mesurée diffère de plus de 5 pour cent, corrigez les étapes ou le flux avant tout autre réglage. Nettoyez le pignon d'entraînement, équarrissez le tube en PTFE extrémités et éliminez les plis.
4. Vérification de la réalité du débit volumétrique
Estimez la demande avec largeur de ligne × hauteur de couche × vitesse. Si le Imprimante 3D Si le débit cible est insuffisant, réduisez la vitesse ou la hauteur de couche et refaites le test. Prévoyez une marge pour les chemins longs et continus.
Paramètres du Key Slicer pour résoudre les problèmes d'extrusion en premier
Définissez les paramètres dans cet ordre afin que chaque modification repose sur une base stable. Testez sur un petit carré, puis appliquez à l'ensemble du modèle.
- Multiplicateur d'extrusion ou de flux: Déplacez-vous par paliers de 1 à 2 pour cent.Une surface supérieure lisse et fermée confirme la ligne de base de votre imprimante 3D.
- Avance de pression ou fonction similaireUtilisez le test de ligne. Les angles doivent ressembler à des murs droits. Ce contrôle répartit la pression lors des changements de direction et réduit les taches.
- Température de la buse: Ajustez 5 à 10 °C à la fois. Une température plus élevée améliore le débit à grande vitesse, tandis qu'une température plus basse réduit le cordageRevérifiez le carré supérieur après chaque changement.
- Rétraction, roulage, essuyage et peignage: Gardez ces doses modérées jusqu'à ce que le débit et la pression soient stables. N'ajoutez que la quantité nécessaire pour éviter les cicatrices pendant le voyage.
- Stratégie de refroidissementÉquilibrez le refroidissement des pièces avec le temps de pose. Un flux d'air excessif sur des périmètres épais peut donner un aspect affamé aux perles. Les éléments fins peuvent nécessiter un ventilateur plus puissant pour conserver des détails nets.
Quels contrôles matériels d’imprimante 3D empêchent les variations de débit aléatoires ?
Un chemin propre est aussi important que des paramètres propres. Donnez votre Imprimante 3D un audit mécanique rapide avec des seuils objectifs.
- Santé des buses: Remplacer une buse usée ou cicatriséeEffectuez une traction à froid dès l'apparition de résidus. Validez lorsque l'extrusion démarre en douceur et que la pointe est propre.
- Entraînement et tension de l'extrudeuseL'engrenage doit laisser une marque de morsure nette, sans poussière de meulage. Si de la poussière apparaît, réduisez la tension et nettoyez les dents. Si les marques sont légères, augmentez la tension.
- Chemin du filament et connecteurs: Couper les extrémités des tubes en PTFE à angle droit et bien ajuster les raccords pour éviter les bosses internes. Maintenir un grand rayon de courbure. 50 mm ou plus, pour réduire la traînée.
- Stabilité de la tête chauffante:Pendant une extrusion régulière, maintenez la lecture de la buse dans les limites ±2 °CDes variations plus importantes indiquent un refroidissement par rupture de chaleur faible ou un radiateur fatigué.
- Chambre et flux d'airUn espace de fabrication fermé assure la stabilité des conditions entre les couches. Vérifiez que les conduits sont dégagés et que le refroidissement des pièces atteint la zone cible, et non le bloc chauffant.
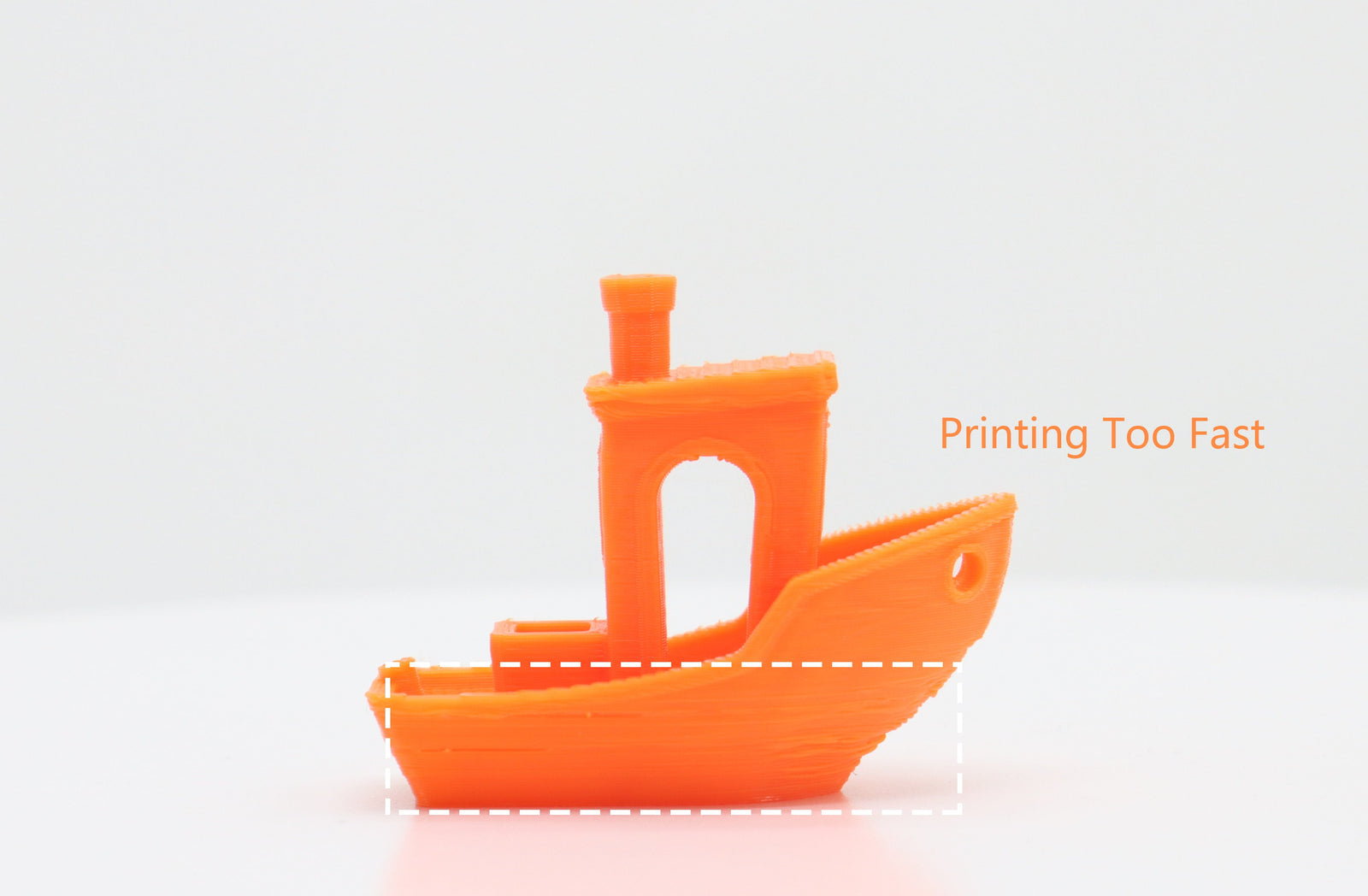
À quelle vitesse votre imprimante 3D peut-elle aller avant que le Hotend ne meure de faim ?
Associez la vitesse d'impression 3D à une valeur vérifiable. Utilisez le débit volumétrique pour fixer un plafond de sécurité.
Demande de débit volumétrique : Débit (mm³/s) = largeur de ligne (mm) × hauteur de couche (mm) × vitesse (mm/s)
Exemple:
- Largeur de ligne 0,45 mm, hauteur de couche 0,20 mm, vitesse 120 mm/s.
- Débit = 0,45 × 0,20 × 120 = 10,8 mm³/s.
Si la paroi d'essai semble propre et que l'extrudeuse reste silencieuse, augmentez la vitesse progressivement et observez les artefacts. Une fois la limite propre trouvée, reculez de 15 à 25 pour cent Pour les travaux réels. Les longs remplissages et les périmètres denses supportent une charge thermique et nécessitent une marge.
Référence pratique pour la vitesse d'impression 3D au quotidien
| Largeur de ligne | Hauteur de la couche | Débit cible (mm³/s) | Vitesse suggérée (mm/s) |
| 0,42 | 0,16 | 8.0 | 119 |
| 0,45 | 0,20 | 10.0 | 111 |
| 0,48 | 0,24 | 12.0 | 104 |
Utilisez le tableau comme point de départ. Ajustez une variable à la fois et confirmez les résultats sur un petit cube avant de passer à un modèle plus grand.
Comment entretenir le filament pour une impression 3D homogène
Matériel L'état affecte fortement la stabilité de l'impression 3D. De petites habitudes permettent d'éviter les fluctuations importantes.
- Grades hygroscopiques secs: Nylon, PETG, PC et types flexibles absorber l'humidité. Conserver avec un déshydratant frais.Séchez lorsque vous entendez des bruits secs ou voyez des microbulles.
- Nettoyer le filament avant les changements: Éliminez la poussière des alimentations en filament. Des débris s'accumulent dans la buse lors des impressions longues.
- Tenir des registres par matériauEnregistrez la taille de la buse, la hauteur de couche, la largeur de ligne, la vitesse, le débit, l'avance de pression et le ventilateur. Réutilisez l'ensemble la prochaine fois et ne modifiez qu'un seul élément.
- Maintenance légère selon un calendrier: Après quelques bobines, nettoyez le pignon d'entraînement, vérifiez les connecteurs et confirmez les relevés de température. Des contrôles réguliers et ponctuels permettent d'éviter les pannes prolongées.
Modèles de démarrage rapide pour les utilisateurs d'imprimantes 3D
Utilisez ces deux modèles pour maintenir la répétabilité de l'impression 3D. Copiez-les dans votre application de notes ou dans le wiki de votre boutique.
Modèle de journal des paramètres
| Matériel | Ajutage | Hauteur de la couche | Largeur de ligne | Vitesse | Couler | Avance de pression | Ventilateur | Notes sur les résultats |
| PLA | 0,4 mm | 0,20 | 0,45 | 110 | 1,00 | 0,04 | 40% | Dessus propre, coins réguliers |
| PETG | 0,4 mm | 0,20 | 0,45 | 70 | 0,98 | 0,06 | 30% | Parois lisses, faible cordage |
Liste de contrôle de dépannage
| Symptôme | Action | Retester l'élément | Résultat attendu |
| Peau fine supérieure | Débit +1% ou température +5 °C | carré de 100 mm | Dessus fermé avec une brillance fine |
| Taches d'angle | Augmenter l'avance de pression | Ligne de rampe de vitesse | Les coins correspondent aux lignes droites |
| Cliquer sur des murs rapides | Réduire la vitesse ou la hauteur de la couche | Périmètre long | Alimentation silencieuse et perlage uniforme |
| Fosses aléatoires dans le remplissage | Filament sec et chemin de contrôle | Échantillon de remplissage à 3 couches | Remplir les liaisons uniformément |
Gardez vos impressions 3D fluides et fiables
Les lacunes sur les couches supérieures, les parois ondulées et les zones rugueuses proviennent généralement de quelques causes courantes. Suivez une approche claire et étape par étape : vérifiez paramètres du slicer, le matériel, l'état du matériel et la vitesse — aide votre Imprimante 3D Produisez des couches lisses et régulières. L'enregistrement des paramètres éprouvés et la vérification des points de contrôle clés garantissent des impressions longues et fiables, avec un rendu fidèle à l'objectif. Maintenez cette routine et des impressions 3D homogènes et de haute qualité deviendront la nouvelle norme.
- À quoi ressemble une extrusion incohérente dans l’impression 3D ?
- Problèmes courants d'impression 3D et premières solutions
- Comment détecter les problèmes d'extrusion lors de l'impression 3D en cinq minutes
- 1. Vérification du débit avec un simple carré
- 2. Conduite d'avance de pression
- 3. Extrusion manuelle et inspection du chemin
- 4. Vérification de la réalité du débit volumétrique
- Paramètres du Key Slicer pour résoudre les problèmes d'extrusion en premier
- Quels contrôles matériels d’imprimante 3D empêchent les variations de débit aléatoires ?
- À quelle vitesse votre imprimante 3D peut-elle aller avant que le Hotend ne meure de faim ?
- Référence pratique pour la vitesse d'impression 3D au quotidien
- Comment entretenir le filament pour une impression 3D homogène
- Modèles de démarrage rapide pour les utilisateurs d'imprimantes 3D
- Modèle de journal des paramètres
- Liste de contrôle de dépannage
- Gardez vos impressions 3D fluides et fiables
Produits recommandés











