 Q2
Q2






Ваше руководство по исправлению эксплуации на 3D-принтере

Вы часами ждали завершения печати, а потом, сняв её с платформы, испытали разочарование. Это одна из самых распространённых и неприятных проблем в 3D-печати: модель получается непрочной, с множеством пробелов и грубой, волокнистой текстурой. У этой проблемы есть название: недоэкструзия..
К счастью, это почти всегда можно исправить. Недостаточная экструзия может иметь несколько причин, но её можно диагностировать и устранить, следуя логическому, пошаговому подходу. Это руководство проведет вас через этот процесс., от простых проверок программного обеспечения до необходимого обслуживания оборудования, чтобы ваш 3D-принтер снова заработал идеально.

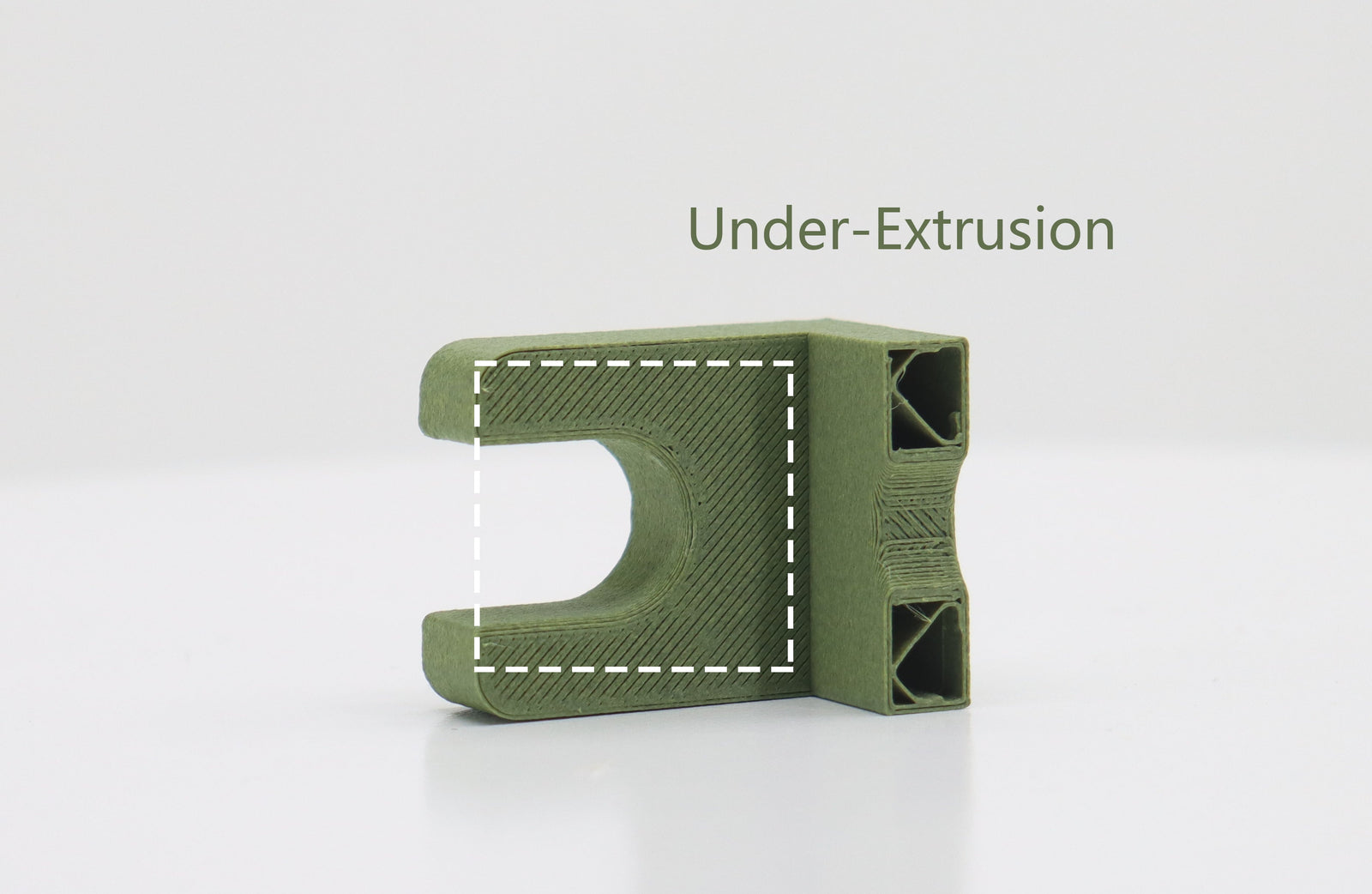
Что такое недоэкструзия при 3D-печати и как ее обнаружить
Проще говоря, Недоэкструзия происходит, когда ваш 3D-принтер не может выдавить необходимое для работы количество нитиПринтер движется по правильной траектории, но не наносит достаточно материала, что приводит к некачественному отпечатку. Это ухудшает внешний вид модели и, что ещё важнее, его структурная прочность.
Вот Классические признаки недостаточной экструзии 3D-принтера:
- Промежутки между слоями.
- Целые слои полностью отсутствуют.
- Очень тонкие, неплотные или неполные структуры заполнения.
- Шероховатая, ямчатая или покрытая отверстиями текстура поверхности.
- Отпечатки кажутся заметно хрупкими и непрочными.
Начните здесь: настройки вашего слайсера приводят к недостаточной экструзии?
Прежде чем выбрать какой-либо инструмент, всегда проверяйте настройки слайсера. Лучше всего начать с этого, поскольку решения можно быстро и легко устранить, а зачастую они решают проблему полностью. Неправильные настройки программного обеспечения для нарезки — частая причина проблем с 3D-печатью..
| Настройка слайсера | Распространенная проблема | Что делать (исправление) |
| Скорость потока/множитель экструзии | Слишком низкая настройка заставляет принтер намеренно выдавливать меньше пластика, чем необходимо. | Убедитесь, что он установлен на 100% в качестве базового значения. Для точности откалибруйте его, распечатав полый куб и измерив толщину его стенок штангенциркулем. |
| Температура печати | Хотэнд слишком холодный, из-за чего нить становится слишком толстой и вязкой, что затрудняет ее свободное прохождение через сопло. | Проверьте рекомендуемый диапазон температур на катушке с нитью. Попробуйте увеличивать температуру с шагом в 5 градусов, чтобы увидеть, улучшится ли поток. |
| Скорость печати | Принтер движется слишком быстро, и нагревательный элемент не успевает как следует расплавить нить. | Попробуйте либо уменьшить общую скорость печати, либо увеличить температуру печати, чтобы компенсировать высокую скорость. |
| Диаметр нити | Слайсер установлен на неправильный диаметр (e.g., 2,85 мм) при использовании нити диаметром 1,75 мм. | Еще раз проверьте, что данная настройка в профиле вашего слайсера точно соответствует диаметру, указанному на катушке с нитью (обычно 1,75 мм). |
Проблема в оборудовании вашего 3D-принтера?
Если вы убедились, что настройки слайсера верны, но проблема сохраняется, следующим шагом будет осмотрите физическое оборудование вашего 3D-принтераЭти механические проблемы являются очень распространенными причинами плохой экструзии.

Проверьте сопло на засорение
- На что обратить внимание: Частичная закупорка встречается чаще, чем полная.Вы можете увидеть Нить для 3D-принтера загибание нити в одну сторону при выходе из сопла или ощущение дополнительного сопротивления при ручном проталкивании нити.
- Решение: Выполните «холодное протягивание». Нагрейте сопло, вручную протяните через него немного нити, дайте ей остыть примерно наполовину, а затем резко вытяните её обратно. Часто это помогает вытащить вместе с ней и весь мусор.
Осмотрите узел экструдера
- На что обратить внимание: Зубчатая шестерня (с зубьями) может засориться пластиковой пылью, что приведёт к её проскальзыванию. Натяжной рычаг также может быть слишком ослаблен или слишком затянут.
- Решение: Очистите зубья шестерёнки от мусора небольшой латунной щёткой. Отрегулируйте натяжной винт так, чтобы шестерёнка надёжно, но не сдавливала нить.
Проверьте путь нити накала
- На что обратить внимание: Леска запуталась на катушке или трубке Боудена (если она у вас есть), которая сильно изогнута, перекручена или имеет видимые следы износа внутри.
- Решение: Убедитесь, что катушка может свободно вращаться. Если у вас есть система БоуденаПроверьте наличие и устраните все перегибы. Если трубка из ПТФЭ выглядит изношенной, рассмотрите возможность её замены.
Может ли нить быть скрытым виновником проблем с 3D-печатью?
Если ваше программное и аппаратное обеспечение проверено, сама нить накаливания может быть корнем проблемы. Низкого качества или плохо сохраненная нить может быть скрытой причиной многих проблем с 3D-печатью.
Проблема: Несоответствие диаметра
- Симптом: Выдавливание выглядит неравномерным, некоторые части выглядят лучше, чем другие.
- Решение: Используйте цифровой штангенциркуль для измерения нити в нескольких точках по всей длине. Если диаметр отличается от указанного производителем значения, толерантность (e.g., ±0,03 мм), нить накаливания имеет низкое качество и должна быть заменена.
Проблема: мокрая нить
- Симптом: Вы слышите отчётливый треск или хлопки из сопла во время печати. Поверхность печати выглядит шероховатой и имеет плохую адгезию слоёв.
- Решение: Используйте специальную сушилку для филамента, чтобы удалить влагу из катушки в соответствии с инструкциями производителя. Хранение филамента в герметичном контейнере с осушителем может предотвратить эту проблему.
Печатайте с уверенностью: заключительный обзор по недоэкструзии
Решение проблемы недоэкструзии может показаться непростой задачей, но системный подход делает её выполнимой. Проверив сначала самые простые параметры (настройки слайсера), а затем перейдя к физическим компонентам (аппаратному обеспечению и филаменту), вы сможете эффективно диагностировать и устранить первопричину проблем с 3D-печатью.
Подумайте о своем потребительский 3D-принтер как и любой другой точный инструмент, он требует периодического обслуживания и калибровки для оптимальной работы. Обучение устранению таких проблем, как недостаточное выдавливание, является ключевой частью процесса 3D-печати.. Освоив этот метод, вы будете каждый раз получать качественные, четкие и красивые отпечатки.
Часто задаваемые вопросы о недостаточной экструзии
В1. Почему быстрая или жесткая ретракция приводит к недоэкструзии?
Слишком быстрый или слишком сильный отвод приводит к возврату расплавленного пластика в более холодную часть хотэнда. При возобновлении печати возникает задержка, пока пластик не вернется к кончику сопла. Это приводит к образованию небольших зазоров и капель, что в совокупности приводит к недостаточной экструзии при перемещении принтера.
В2. Может ли быть причиной этого неправильный размер насадки, установленной в мою ломтерезку?
Да. Допустим, вы вставляете сопло диаметром 0,6 мм, но ваш слайсер предполагает, что это сопло диаметром 0,4 мм, и программное обеспечение рассчитает поток для уменьшенного размера.В этом случае ваш принтер будет выдавливать значительно меньше материала, чем позволяет большее сопло, что приведет к получению крайне некачественных отпечатков и недостаточному нанесению материала.
В3. Что такое «тепловая ползучесть» и как она приводит к недопрессовке?
Тепловое нагрев происходит, когда ваш хотэнд недостаточно холодный, и тепло передается от сопла вверх. В неподходящий момент нить становится слишком гибкой, расширяется и застревает в термоблоке. Дополнительное трение продолжает накапливаться, пока не засорится, что приводит к все большей недоэкструзии, пока нить не остановится полностью.
В4. Почему печать начинается хорошо, но потом в середине материал теряется?
Обычно это указывает на проблему, которая со временем ухудшается.Обратите внимание на запутывание нити на катушке, которое становится всё туже. Это также может быть связано с тепловым воздействием, возникающим после часа печати, или с тем, что шестерня экструдера постепенно забивается пластиковой пылью и теряет сцепление с нитью.
В5. Почему ПТФЭ-трубка приводит к недостаточной экструзии в принтерах Боудена?
Нить перемещается вперед и назад в трубке из ПТФЭ, со временем создавая в ней канавку, особенно вокруг фитингов. Это вызывает трение, которое мешает нити скользить плавно.. Двигатель вашего экструдера слишком слаб, чтобы с легкостью проталкивать нить, что приводит к постоянной неполной экструзии.
- Что такое недоэкструзия при 3D-печати и как ее обнаружить
- Начните здесь: настройки вашего слайсера приводят к недостаточной экструзии?
- Проблема в оборудовании вашего 3D-принтера?
- Проверьте сопло на засорение
- Осмотрите узел экструдера
- Проверьте путь нити накала
- Может ли нить быть скрытым виновником проблем с 3D-печатью?
- Проблема: Несоответствие диаметра
- Проблема: мокрая нить
- Печатайте с уверенностью: заключительный обзор по недоэкструзии
- Часто задаваемые вопросы о недостаточной экструзии
- В1. Почему быстрая или жесткая ретракция приводит к недоэкструзии?
- В2. Может ли быть причиной этого неправильный размер насадки, установленной в мою ломтерезку?
- В3. Что такое «тепловая ползучесть» и как она приводит к недопрессовке?
- В4. Почему печать начинается хорошо, но потом в середине материал теряется?
- В5. Почему ПТФЭ-трубка приводит к недостаточной экструзии в принтерах Боудена?
Рекомендуемые продукты











