 Q2
Q2






数分で3D印刷で一貫性のない押出を修正します

表面層の隙間、波打つ壁、突然の荒れた箇所などは、長い工程を無駄にしてしまう可能性があります。こうした失敗のほとんどは、同じ原因から生じています。短く繰り返し可能なパスがあれば、問題を診断し、適切な修正を適用し、 安定してロックする 3Dプリント設定以下の手順に従って、 3Dプリンター きれいで均一なラインに戻ります。
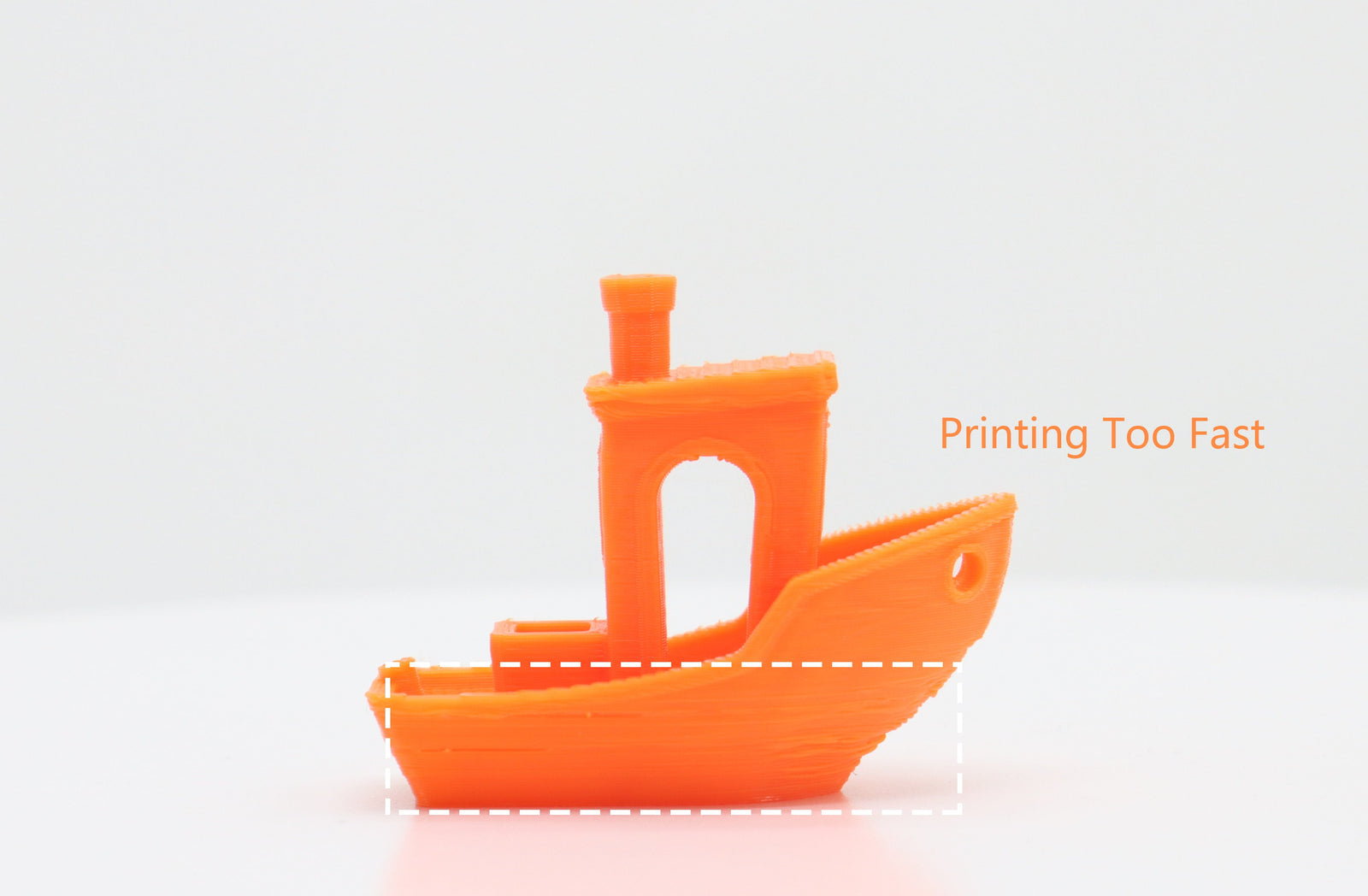
3D プリントにおける不均一な押し出しはどのように見えるでしょうか?
押し出しの不均一性は、いくつかのパターンで現れます。部品に表示されているものと、最初のアクションを一致させてください。 3Dプリンター。
- 最上層にはピンホールや透けて見える縞模様が見られます。
- 外壁の厚さが変化し、波打って見えます。
- 入口でコーナーが膨らんで見えたり、出口で薄く見えたりします。
- 充填すると、数層後にランダムな隙間が残ります。
- 押し出し機は高速移動中にカチカチという音を立てます。
3Dプリントのよくある問題と最初の解決策
| 部位の症状 | 考えられる原因 | 最初の行動 | しきい値を通過または調整する |
| 上層に隙間がある | 流量が低すぎるか温度が低すぎる | 押し出し倍率を1~2%上げるか、ノズル温度を5~10℃上げる | 上面は隆起なしで閉じます |
| 角が腫れているように見える | 運動中に圧力が補償されない | スピードランプラインで圧力の進み具合を調整する | 角は直線と同じ幅です |
| 壁の厚さは様々 | 流出または部分的な閉塞 | 流量を再調整し、ノズルと経路を検査する | 壁厚は目標値の±0.05~0.10 mm以内 |
| まばらな充填材 | フィーダー抵抗または濡れたフィラメント | 張力と経路をチェックし、 乾燥フィラメント | ランダムな空隙のない均一な充填 |
| 高速クリック | 体積流量需要が高すぎる | 速度または層の高さを下げ、ホットエンドの容量を確認してください | 安定した壁ではクリック音は出ない |
3Dプリントの押し出し問題を5分で見分ける方法
これら4つのチェックを順番に実行してください。それぞれが合格のサインを出して初めて次のステップに進みます。この手順は、忙しい作業場や自宅のラボに適しています。
1. シンプルな四角でフローチェック
通常の3Dプリント速度で、100mm四方のスライスに2~3層の上層を印刷します。上層に隙間がある場合は、 押し出し係数を1%上げて再印刷する上部が閉じて滑らかに見えたら合格です。
2. 圧力前進ライン
速度を徐々に上げながら単層ラインを印刷します。コーナーが直線部分と一致するまで、圧力を少しずつ上げていきます。最初の設定で、厚みを薄くすることなく膨らみを除去できるところで停止します。
3. 手動押し出しとパス検査
印刷温度まで加熱します。100mmのフィラメントを供給します。フィーダーでフィラメントの流入量を測定し、測定値が 5パーセント以上他の調整を行う前に、ステップやフローを修正してください。ドライブギアを清掃し、 PTFEチューブ 端を締めて、ねじれを取り除きます。
4. 体積流量の現実性チェック
需要を予測する 線幅 × 層の高さ × 速度。もし 3Dプリンター 目標レートに達しない場合は、速度またはレイヤーの高さを下げて再テストしてください。長く連続したパスには余裕を持たせてください。
押し出しの問題を解決するためのキースライサー設定
パラメータをこの順序で設定することで、それぞれの変更が安定した基盤の上に構築されます。小さな正方形でテストしてから、モデル全体に適用してください。
- 押し出し乗数またはフロー: 1~2 パーセントずつ移動します。滑らかで閉じた上面は、3D プリンターのベースラインを確認します。
- 圧力前進または類似の機能: ラインテストを使用します。角は直線の壁と同じように見えるようにする必要があります。このコントロールにより、方向転換時の圧力が均一になり、ブロブが減少します。
- ノズル温度5~10℃ずつ調整してください。温度が高いほど流動性が向上し、温度が低いほど 糸引きを軽減変更するたびに上部の四角形を再度確認してください。
- 引き込み、惰力走行、ワイプ、コーミング流量と圧力が安定するまでは、これらの量を控えめにしてください。移動中に傷がつかないように、必要な量だけ追加してください。
- 冷却戦略:パーツの冷却と層形成時間のバランスを取りましょう。厚い部分の周囲に過剰なエアフローがあると、ビーズが不足したように見えることがあります。薄い部分は、シャープなディテールを維持するために、より多くのファンが必要になる場合があります。
ランダムなフロー変動を防ぐ 3D プリンターのハードウェア チェックはどれですか?
きれいなパスはきれいな設定と同じくらい重要です。 3Dプリンター 客観的な閾値による迅速な機械的監査。
- ノズルの健康状態: 摩耗または傷ついたノズルを交換する残留物が見られる場合はコールドプルを実施してください。押し出しがスムーズに開始し、先端がきれいであれば合格です。
- 押出機の駆動と張力: ギアは、研削粉が出ずに、はっきりとした噛み跡を残す必要があります。噛み跡が残る場合は、張力を下げて歯を清掃してください。噛み跡が薄い場合は、張力を上げてください。
- フィラメントパスとコネクタ:PTFEチューブの端を直角に切り取り、継手を完全に差し込み、内部の段差をなくします。曲げ半径は大きめにしてください。 50 mm以上、抗力を減らすためです。
- ホットエンドの安定性: 安定した押し出し中は、ノズルの読み取り値を ±2℃変動が大きい場合は、ヒートブレイクの冷却が弱まっているか、ヒーターが劣化していることを示します。
- チャンバーとエアフロー密閉された造形空間は、各層にわたって安定した状態を保ちます。ダクトに問題がないか、またパーツの冷却がヒートブロックではなくターゲットエリアに確実に行き届いているかを確認してください。
3D プリンターはホットエンドが機能しなくなるまでにどのくらいの速度で動作できるでしょうか?
3Dプリントの速度を検証可能な数値に結び付けます。体積流量を用いて安全な上限を設定します。
体積流量需要: 流量(mm³/s)=線幅(mm)×層高(mm)×速度(mm/s)
例:
- 線幅0.45mm、層高0.20mm、速度120mm/s。
- 流量 = 0.45 × 0.20 × 120 = 10.8 mm³/s。
テスト壁がきれいに見え、押し出し機が静かになっている場合は、少しずつ速度を上げ、アーティファクトがないか確認します。きれいな限界を見つけたら、速度を少し下げます。 15~25パーセント 実際の作業に適しています。長い充填材と密集した周囲は熱負荷を帯びるため、余裕を持たせる必要があります。
日常の3Dプリントのための便利な速度リファレンス
| 線幅 | レイヤーの高さ | 目標流量(mm³/s) | 推奨速度(mm/s) |
| 0.42 | 0.16 | 8.0 | 119 |
| 0.45 | 0.20 | 10.0 | 111 |
| 0.48 | 0.24 | 12.0 | 104 |
表を出発点として活用してください。一度に1つの変数を調整し、小さなキューブで結果を確認してから、大きなモデルに移行してください。
安定した3Dプリントのためにフィラメントを維持する方法
材料 3Dプリントでは、状態が安定性に大きく影響します。小さな癖が大きな変動を防ぎます。
- 乾燥吸湿性グレード: ナイロン、PETG、PC、フレキシブルタイプ 湿気を吸収します。新しい乾燥剤と一緒に保管してください。ポンという音が聞こえたり、微細な気泡が見えたら乾燥させます。
- 交換前にフィラメントを洗浄するフィラメントフィードから埃を拭き取ってください。長時間の印刷ではノズルにゴミが溜まります。
- 材料ごとに記録を残す: ノズルサイズ、層の高さ、線幅、速度、流量、圧力の進角、ファンのログを記録します。次回はこの設定を再利用し、1つの項目のみを変更します。
- 定期的な軽度のメンテナンス数巻きごとに、駆動ギアの清掃、コネクタの点検、温度測定値の確認を行ってください。頻繁な点検は、長時間の停止を防ぎます。
3Dプリンターユーザー向けクイックスタートテンプレート
これら2つのテンプレートを使用して 3Dプリントを再現可能に保つメモアプリまたはショップ Wiki にコピーします。
パラメータログテンプレート
| 材料 | ノズル | レイヤーの高さ | 線幅 | スピード | 流れ | 圧力前進 | ファン | 結果メモ |
| 人民解放軍 | 0.4ミリメートル | 0.20 | 0.45 | 110 | 1.00 | 0.04 | 40% | 上部をきれいにし、角も均等にする |
| PETG | 0.4ミリメートル | 0.20 | 0.45 | 70 | 0.98 | 0.06 | 30% | 滑らかな壁、低い糸引き |
トラブルシューティングのチェックリスト
| 症状 | アクション | 再テスト項目 | 期待される結果 |
| 薄い上皮 | 流量+1%または温度+5℃ | 100 mm角 | 光沢のある閉じたトップ |
| コーナーブロブ | 圧力前進の増加 | スピードランプライン | コーナーは直線と一致する |
| 高速壁をクリックする | 速度またはレイヤーの高さを下げる | 長い周囲 | 静かなフィードと均一なビード |
| 充填材のランダムピット | フィラメントを乾燥させて経路を確認する | 3層充填サンプル | 充填材は均一に接着 |
3Dプリントを滑らかで信頼性の高い状態に保つ
上層の隙間、波打った壁、荒れた部分は、通常、いくつかの共通の原因から生じます。明確で段階的なアプローチに従って、 スライサー設定、ハードウェア、材料の状態、速度など、 3Dプリンター 滑らかで均一な層を形成します。実績のある設定を記録し、重要なチェックポイントを確認することで、長尺プリントでも確実に仕上がり、意図した通りの仕上がりを実現します。このルーチンを維持することで、一貫性のある高品質な3Dプリントが新たなスタンダードとなるでしょう。
- 3D プリントにおける不均一な押し出しはどのように見えるでしょうか?
- 3Dプリントのよくある問題と最初の解決策
- 3Dプリントの押し出し問題を5分で見分ける方法
- 1. シンプルな四角でフローチェック
- 2. 圧力前進ライン
- 3. 手動押し出しとパス検査
- 4. 体積流量の現実性チェック
- 押し出しの問題を解決するためのキースライサー設定
- ランダムなフロー変動を防ぐ 3D プリンターのハードウェア チェックはどれですか?
- 3D プリンターはホットエンドが機能しなくなるまでにどのくらいの速度で動作できるでしょうか?
- 日常の3Dプリントのための便利な速度リファレンス
- 安定した3Dプリントのためにフィラメントを維持する方法
- 3Dプリンターユーザー向けクイックスタートテンプレート
- パラメータログテンプレート
- トラブルシューティングのチェックリスト
- 3Dプリントを滑らかで信頼性の高い状態に保つ











