 Q2
Q2


















Asa-Aeroフィラメント
通常の価格
$49.99 USD
販売価格$45.99 USD
- 在庫があり、出荷する準備ができています
グローバルサイトからのご注文はすべて中国の倉庫から発送されますので、ご了承ください。そのため、配送料はお届け先の国によって異なります。region.See 私たちの 配送ポリシー 詳細については。
また、到着時に現地当局により通関手数料が課される場合がありますのでご了承ください。これらの手数料は受取人様のご負担となります。
概要:
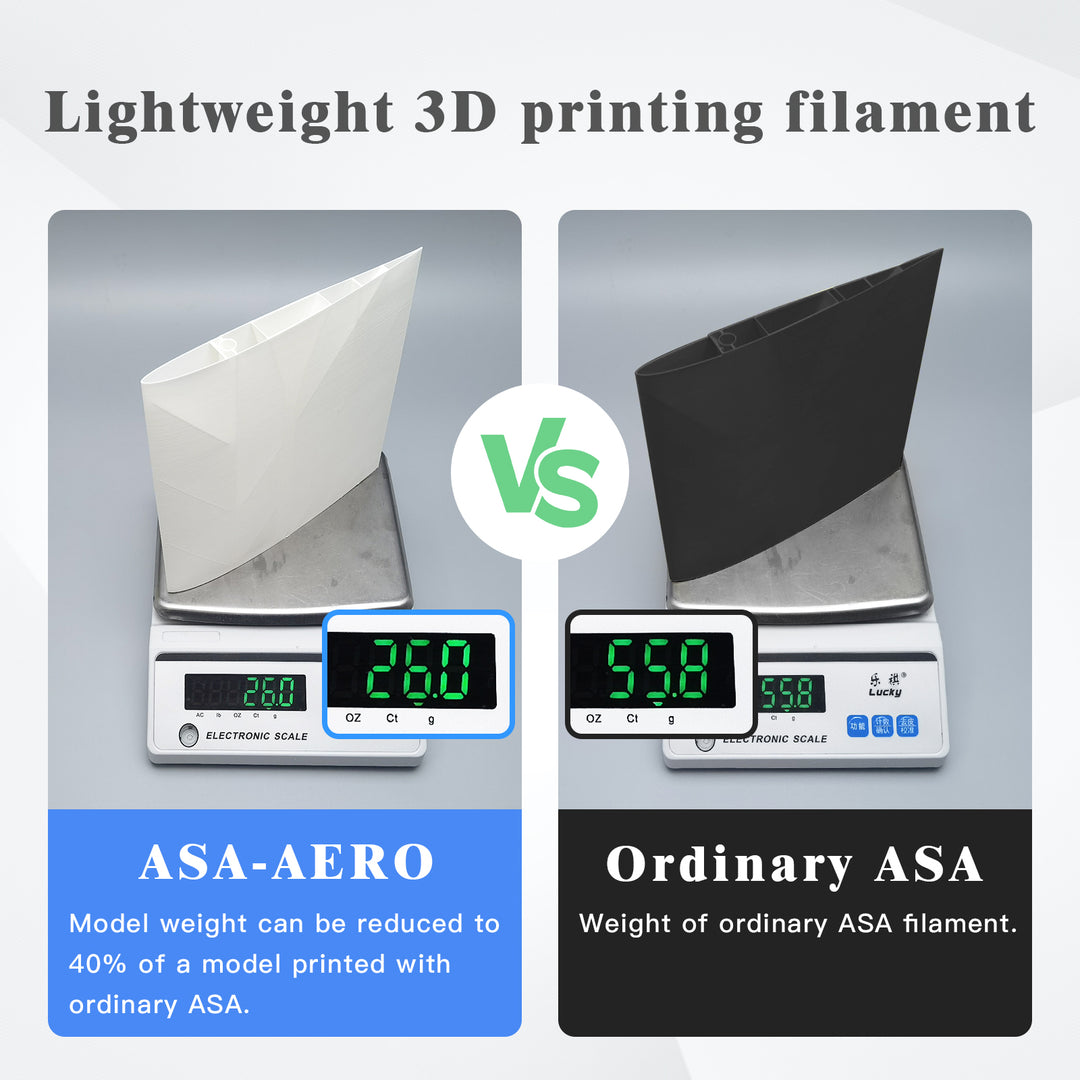
- オンデマンド発泡技術
QIDI ASA-Aeroは、印刷プロセス中に発泡剤の助けを借りて発泡を開始するASAフィラメントの一種です。印刷前、ASAフィラメント内の発泡剤は非励起状態にあります。印刷プロセス中は、印刷温度を調整することで発泡剤の発泡率を容易に制御できます。最大発泡率は250%に達します。 - その間、
QIDI ASA-Aero は、ASA 素材本来の UV 老化耐性と高耐熱性を保持しており、高温の屋外環境での長期使用に適しています。
推奨印刷条件:
| 推奨ノズル径 | ≥0.4 mm |
| 印刷速度 | 30~90 mm/秒 |
| 推奨されるビルド表面処理 | PEIフィルム |
| ビルドプレート温度 | 80~110℃ |
| ラフト分離距離 | 0.18~0.2mm |
| 冷却ファンの速度 | 0%~50% |
| 引き込み距離 | いいえ |
| 引き込み速度 | / |
| 推奨サポート材料 | / |
| 追加の提案: | |
| 1. ASA-Aeroは「オンデマンドフォーミング」技術を採用しているため、フィラメントは印刷プロセス中に加熱された後もノズル内で膨張し続けます。そのため、ノズル移動時に避けられない糸引きが発生します。スライシングソフトウェアのリトラクション設定を調整しても、この問題は解決できません。上記を踏まえ、リトラクション設定をオフにすることをお勧めします。 | |
| 2. ASA材料はガラス転移温度が高いため、造形物の内部応力を解放し、反りを抑制するために、造形中は一定の周囲温度(40~70℃)を保つ必要があります。断熱材のない薄肉モデルを造形する場合は、造形物の強度を確保し、収縮を抑えるため、直径0.6mm以上のノズルの使用をお勧めします。 | |
| 3.ASA-Aero フィラメントを使用して印刷する場合は、プリンターを密閉し、換気の良い環境に置いてください。 | |










