 Q2
Q2






Rempli en imprime 3D: ce que c'est et pourquoi c'est important

La structure interne d'un objet imprimé en 3D, appelée remplissage, joue un rôle clé dans la réussite de l'impression. Ce motif entre les couches externes influence la résistance, le poids et l'utilisation des matériaux de votre objet. Des paramètres de remplissage adaptés peuvent faire la différence entre un modèle fragile et une pièce durable et fonctionnelle, tout en vous permettant d'équilibrer le temps d'impression et la consommation de matériaux.
Qu'est-ce que le remplissage dans l'impression 3D ?
Le remplissage est la structure interne qui remplit l'espace à l'intérieur de la coque extérieure d'un objet imprimé en 3D. Il s'agit du squelette qui soutient votre impression de l'intérieur. Lorsque vous découpez un modèle 3D pour l'impression, le logiciel crée cette structure interne selon vos paramètres, générant des motifs qui assurent le soutien structurel sans rendre l'objet complètement solide.
Le remplissage consiste généralement en des motifs géométriques répétitifs reliant les parois intérieures de votre impression. Ces motifs utilisent des quantités de matériau variables selon la densité choisie.

Comment le remplissage affecte vos impressions
Le remplissage influence directement plusieurs aspects clés de votre impression finale :
- Force: Densité de remplissage plus élevée crée plus de connexions internes, ce qui permet d'obtenir des impressions plus solides qui peuvent résister à des contraintes et des pressions plus importantes.
- PoidsLa quantité de remplissage détermine le poids de votre objet final. Une densité plus faible signifie une impression plus légère.
- Utilisation du matérielPlus de remplissage nécessite plus de filament. Réduire la densité de remplissage est l'un des moyens les plus efficaces pour économiser du matériau et réduire les coûts d'impression.
- Heure d'impression:Les motifs de remplissage denses prennent plus de temps à imprimer car la buse doit se déplacer davantage pour déposer tout ce matériau supplémentaire.
Plein vs. Creux vs. Remplissage
L'utilisation de remplissage offre des avantages significatifs par rapport aux impressions entièrement pleines et creuses :
| Type d'impression | Avantages | Inconvénients |
|---|---|---|
| Solide |
|
|
| Creux |
|
|
| Remplissage |
|
|
Un réglage de remplissage bien choisi vous offre le meilleur des deux mondes : la résistance là où c'est nécessaire sans utilisation excessive de matériau ni temps d'impression.
Types de structures de remplissage imprimées en 3D
Modèles de remplissage courants
Le motif choisi pour votre remplissage influence grandement les performances de votre impression. Moderne logiciel de découpage propose plusieurs options de motifs, chacune avec des propriétés distinctes :
Grille: Ce motif simple crée des lignes perpendiculaires qui forment des carrés.Le motif quadrillé est rapide à imprimer et offre une résistance équilibrée dans les deux directions (axes X et Y). C'est une excellente option polyvalente pour de nombreuses impressions de base.

Rectiligne: Similaire à une grille, mais avec des lignes parallèles qui alternent entre les couches. Ce motif offre une bonne résistance avec un minimum de matériau et s'imprime rapidement. Il est idéal pour les ébauches et les prototypes où la vitesse d'impression prime sur la résistance maximale.

Triangulaire: Forme des triangles à l'intérieur de votre impression. Ce motif répartit la force plus uniformément que les grilles et résiste aux flexions multidirectionnelles, ce qui le rend idéal pour les pièces fonctionnelles nécessitant une résistance constante.

Rayon de miel: Crée des cellules hexagonales ressemblant à une ruche. Ce motif offre un rapport résistance/poids exceptionnel et une excellente résistance à la compression. Bien qu'il consomme plus de matière et soit plus long à imprimer que des motifs plus simples, le remplissage en nid d'abeille est idéal pour les pièces nécessitant une charge.

Gyroïde : Structure organique, ondulée et continue. Le motif gyroïde offre une résistance uniforme dans toutes les directions (isotropie) et permet à l'air et aux fluides de circuler à travers l'impression. Il est particulièrement utile pour les matériaux flexibles et les applications exigeant des propriétés mécaniques uniques.
Caractéristiques de performance du modèle
Répartition des forces
Différents modèles répartissent la force de différentes manières :
- Grille et rectiligne:Plus fort le long des axes X et Y, plus faible le long de Z.
- Triangulaire:Une force plus équilibrée dans toutes les directions horizontales.
- Rayon de miel:Excellente résistance à la compression avec une bonne répartition de la charge.
- Gyroïde:La résistance la plus uniforme dans toutes les directions, y compris l'axe Z.
Considérations relatives à la flexibilité et aux matériaux
Le motif de remplissage affecte la façon dont votre impression fléchit sous la pression :
- Gyroïde:Offre la flexibilité la plus constante et fonctionne exceptionnellement bien avec le TPU et d'autres filaments flexibles.
- Rayon de miel:Offre une flexion contrôlée sous pression avec une bonne récupération.
- Grille/Rectilinéaire:Crée des structures plus rigides avec moins de jeu.
- Triangulaire:Offre une rigidité avec une résistance équilibrée à la flexion.
Vitesse et efficacité d'impression
Votre choix de motif a un impact significatif sur le temps d'impression :
- Rectiligne:Généralement le plus rapide à imprimer.
- Grille:Rapide et efficace.
- Triangulaire:Temps d'impression modéré.
- Rayon de miel:Plus lent en raison de changements de direction fréquents.
- Gyroïde:Souvent le motif le plus lent en raison de sa géométrie complexe.
Pour les projets urgents, des motifs plus simples, comme des motifs rectilignes ou quadrillés, réduiront la durée d'impression. Si la résistance est primordiale, le temps supplémentaire nécessaire aux motifs en nid d'abeille ou gyroïdaux est généralement rentable.

Densité de remplissage dans l'impression 3D
Que signifie le pourcentage de remplissage
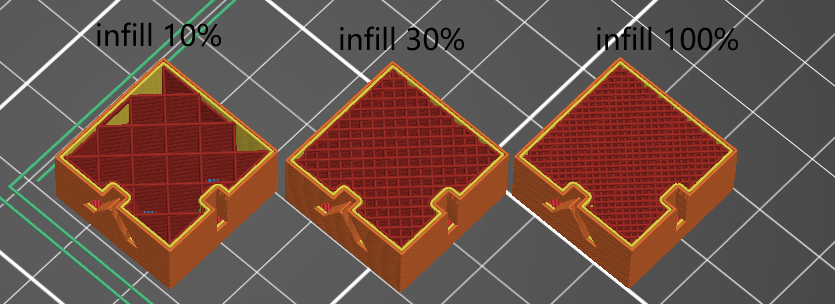
La densité de remplissage correspond au pourcentage d'espace interne rempli de matériau dans votre impression 3D. Elle varie de 0 % (entièrement creux) à 100 % (entièrement plein).
Faible densité (10-20%)
Le remplissage basse densité permet d'obtenir des impressions légères et rapides à produire. La structure interne est peu dense, mais offre un soutien suffisant pour les couches supérieures de votre impression. Cette gamme de densité est idéale pour les modèles décoratifs, les prototypes et autres objets non fonctionnels où la résistance n'est pas une préoccupation majeure.L'utilisation minimale de matériaux rend les impressions à faible densité économiques, en particulier pour les objets plus grands.
Densité moyenne (25-40%)
Le remplissage de densité moyenne offre un équilibre parfait entre résistance et efficacité du matériau. Cette gamme offre une durabilité raisonnable pour les articles à usage général, tout en préservant le temps d'impression et coûts des matériaux Modéré. Les objets ménagers, les conteneurs et les pièces fonctionnelles légères fonctionnent généralement bien avec un remplissage de densité moyenne. La plupart des projets d'impression 3D du quotidien entrent dans cette catégorie, offrant de bons résultats sans utilisation excessive de matériau.
Haute densité (50-100%)
Le remplissage haute densité produit des pièces robustes et résistantes, capables de supporter des contraintes importantes. À l'approche de 100 %, les impressions deviennent presque solides et maximisent leur résistance. Cette plage est nécessaire pour les composants mécaniques, les outils et les articles devant supporter un poids ou résister à la rupture sous pression. Le compromis est une consommation de matériau considérablement accrue et des temps d'impression plus longs. Réservez les réglages haute densité aux pièces dont la résistance est essentielle à la fonctionnalité.
Comment la densité affecte vos impressions
Il détermine la consommation matérielle
Un remplissage plus important implique une utilisation accrue de filament. Un remplissage de 20 % peut n'utiliser qu'un tiers du matériau nécessaire à une impression solide, économisant ainsi du matériau et de l'argent. Pour les impressions de grande taille, même une légère réduction du pourcentage de remplissage peut générer des économies significatives.
Il contrôle la durée d'impression
La densité de remplissage a un impact direct sur le temps d'impression. Les impressions à faible densité (10 à 20 %) sont beaucoup plus rapides que celles à haute densité (50 % et plus). Cela est dû au fait que imprimante doit tracer plus de chemins et déposer plus de matériau avec des paramètres de remplissage plus élevés.
Il définit la résistance structurelle
La résistance de votre impression augmente avec une densité de remplissage plus élevée. Les pièces avec un remplissage de 50 % ou plus peuvent supporter des contraintes et un poids importants. Cependant, la résistance n'augmente pas de manière linéaire : la différence entre 80 % et 100 % de remplissage est souvent minime, alors que la quantité de matériau utilisée est bien plus importante.
Facteurs qui influencent votre choix de remplissage
Alors que les sections précédentes couvraient les modèles de remplissage et les densités disponibles, cette section se concentre sur la manière de faire le bon choix pour votre situation spécifique.
Objectif de votre impression 3D
Laissez la fonction de votre impression guider vos décisions de remplissage :
Pour les applications spécialisées
Au-delà des considérations de résistance de base, pensez aux exigences spécifiques. Les pièces devant absorber les vibrations bénéficient d'un remplissage gyroïde à densité moyenne. Les objets conçus pour flotter nécessitent des pourcentages de remplissage très faibles. Les articles exposés à des températures élevées sont plus performants avec un remplissage à densité plus élevée pour une meilleure répartition de la chaleur.
Facteurs environnementaux
Réfléchissez à l'endroit et à la manière dont votre impression sera utilisée. Les articles d'extérieur doivent être résistants à l'eau, ce qui implique souvent une densité de remplissage plus élevée pour éviter les infiltrations d'eau. Les pièces exposées aux UV peuvent se dégrader avec le temps, nécessitant potentiellement une résistance accrue dès le départ.
Considérations spécifiques aux matériaux
Différents filaments nécessitent différentes approches de remplissage :
Le PLA imprime proprement la plupart des motifs, mais peut être cassant avec de faibles densités de remplissage. Son faible retrait le rend idéal pour des motifs géométriques précis.
L'ABS et le PETG présentent davantage de mouvements thermiques lors du refroidissement. Ces matériaux bénéficient de motifs de remplissage qui s'adaptent aux dilatations et aux contractions, le gyroïde étant particulièrement efficace pour prévenir l'accumulation de contraintes internes.
Les filaments flexibles (TPU/TPE) présentent souvent des performances médiocres avec des motifs de remplissage complexes qui limitent leur mouvement naturel. Des motifs plus simples et un espacement modéré permettent au matériau de conserver sa flexibilité.
Les filaments composites contenant des particules de bois, de métal ou de fibres de carbone peuvent accélérer l'usure de la buse. Pour ces matériaux, l'utilisation de motifs efficaces à densité modérée prolonge la durée de vie de la buse.
Capacités et limites de l'imprimante
Votre matériel a un impact direct sur les paramètres de remplissage pratiques :
Dynamique de la tête d'impression
Les configurations d'extrudeuses Bowden peuvent s'avérer plus difficiles avec les changements de direction rapides requis par des motifs de remplissage complexes. Les systèmes à entraînement direct gèrent généralement les motifs de remplissage complexes avec plus de précision.
Considérations sur la taille des buses
Les buses plus grandes (0,6 mm et plus) impriment plus rapidement, mais créent des structures de remplissage plus grossières. Avec des buses plus grandes, vous aurez besoin d'un espacement plus important dans votre motif de remplissage pour éviter une extrusion excessive aux points d'intersection.
Efficacité du système de refroidissement
Les imprimantes équipées de ventilateurs de refroidissement unilatéraux peuvent rencontrer des difficultés avec des densités de remplissage élevées, notamment dans les espaces confinés où la chaleur s'accumule. Dans ce cas, réduire la densité de remplissage ou augmenter le temps de couche minimum peut améliorer les résultats.
Contraintes de puissance de traitement
Les cartes de contrôle d'imprimantes plus anciennes manquent parfois de puissance de traitement pour traiter des motifs complexes à grande vitesse. Si votre imprimante présente des saccades lors de remplissages complexes, des motifs plus simples peuvent être nécessaires, quelles que soient leurs propriétés structurelles.
Maîtrisez les paramètres de remplissage pour de meilleures impressions 3D !
Choisir les bons paramètres de remplissage est essentiel à la réussite de votre impression 3D. Avec des motifs et des densités adaptés, vous pouvez créer des impressions qui équilibrent résistance, poids, utilisation de matériaux et temps d'impression. N'oubliez pas que chaque projet nécessite des approches différentes : les modèles décoratifs fonctionnent parfaitement avec un remplissage de 10 à 20 % avec des motifs simples, tandis que les pièces fonctionnelles peuvent nécessiter un remplissage de 50 % avec des structures plus solides. Essayez différentes combinaisons et ajustez-les en fonction de votre imprimante et de vos besoins. matérielsCes petits changements dans la structure interne de votre impression amélioreront considérablement vos résultats.
- Qu'est-ce que le remplissage dans l'impression 3D ?
- Comment le remplissage affecte vos impressions
- Plein vs. Creux vs. Remplissage
- Types de structures de remplissage imprimées en 3D
- Modèles de remplissage courants
- Caractéristiques de performance du modèle
- Densité de remplissage dans l'impression 3D
- Que signifie le pourcentage de remplissage
- Comment la densité affecte vos impressions
- Facteurs qui influencent votre choix de remplissage
- Objectif de votre impression 3D
- Considérations spécifiques aux matériaux
- Capacités et limites de l'imprimante
- Maîtrisez les paramètres de remplissage pour de meilleures impressions 3D !
Produits recommandés











