 Q2
Q2






3Dプリンターでの排出不足を修正するためのガイド

何時間も待ってプリントが完成したのに、ビルドプレートから取り出してみると、がっかりする。これは3Dプリントで最もよくある、そしてイライラさせられる問題の一つだ。モデルは脆く、隙間だらけで、ざらざらして糸を引くような質感になっている。 この問題には「押し出し不足」という名前があります。
幸いなことに、ほとんどの場合、修正可能です。押し出し不足にはいくつかの原因が考えられますが、論理的かつ段階的なアプローチで診断し、解決することができます。 このガイドではそのプロセスを解説します簡単なソフトウェア チェックから基本的なハードウェア メンテナンスまで、3D プリンターを再び完璧に稼働させるためのサポートを提供します。

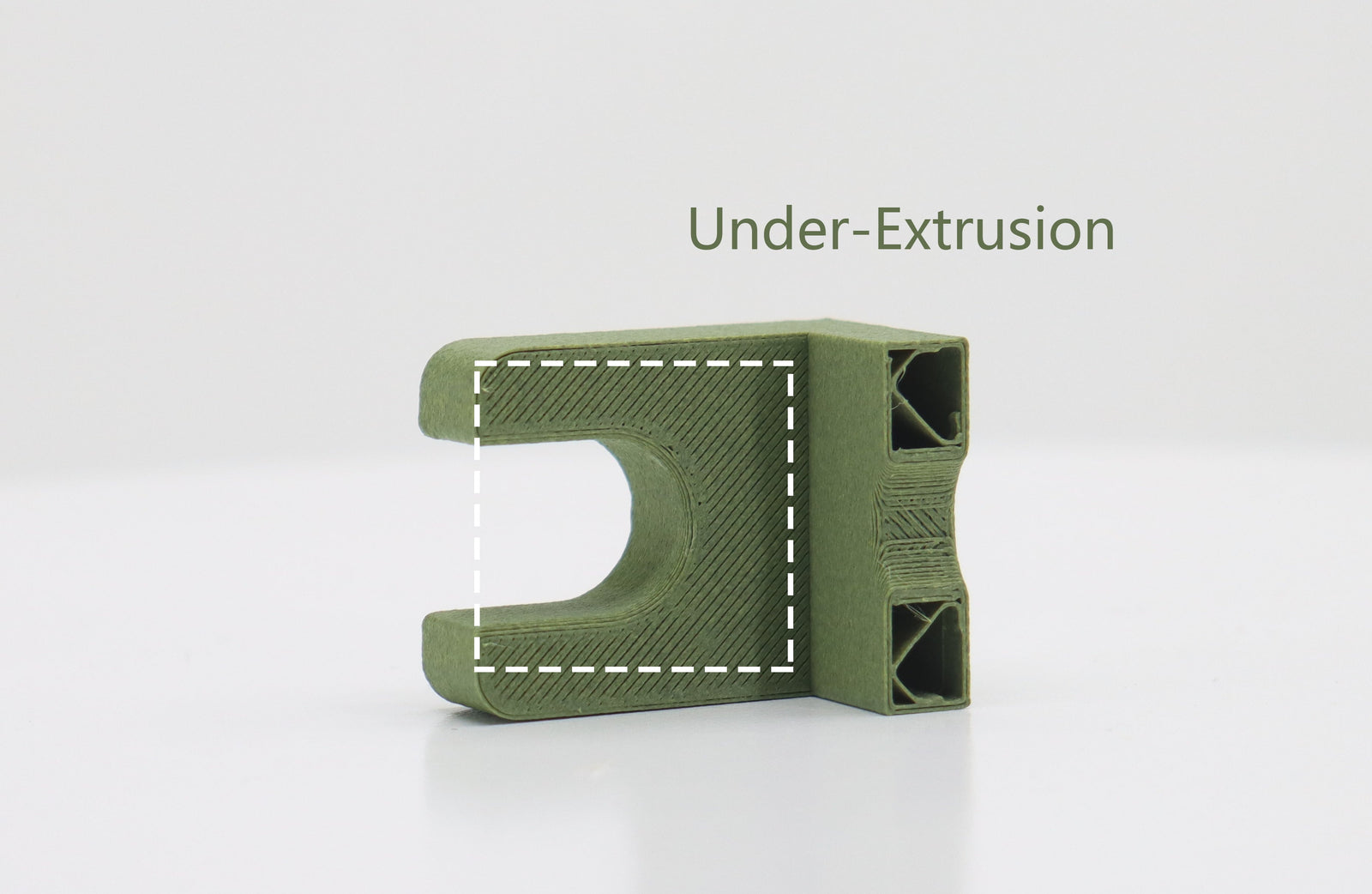
3Dプリントにおける押し出し不足とは何か、そしてそれをどのように見分けるか
簡単に言えば、 押し出し不足は、 3Dプリンター ジョブに必要な量のフィラメントを押し出すことができないプリンターは正しい経路を進んでいますが、十分な量の材料が塗布されていないため、印刷結果が不足しているように見えます。これはモデルの外観を損なうだけでなく、さらに重要な点として、 構造的な強さ。
ここでは 3D プリンターの押し出し不足の典型的な兆候:
- レイヤー間のギャップ。
- レイヤー全体が完全に欠落しています。
- 非常に薄い、薄い、または不完全な充填構造。
- ざらざらした、穴だらけの、または穴だらけの表面の質感。
- 明らかに脆く弱く感じられるプリント。
ここから始めましょう: スライサーの設定が押し出し不足を引き起こしていませんか?
ツールを選ぶ前に、必ずスライサーの設定を確認してください。ここから始めるのが最適です。修正は迅速かつ簡単で、多くの場合、問題全体を解決できます。 スライスソフトウェアの設定が間違っていると、3Dプリントで問題が発生することがよくあります。。
| スライサー設定 | 共通の問題 | 何をすべきか(解決策) |
| 流量/押し出し倍率 | 設定が低すぎるため、プリンターは意図的に必要量よりも少ないプラスチックを押し出します。 | 基準値として100%に設定されていることを確認してください。精度を上げるには、中空の立方体を出力し、その壁の厚さをノギスで測定して調整してください。 |
| 印刷温度 | ホットエンドが冷たすぎるため、フィラメントが厚くなりすぎて粘性が高くなり、ノズルから自由に流れることができなくなります。 | フィラメントスプールに記載されている推奨温度範囲をご確認ください。5度ずつ温度を上げ、流れが改善されるかどうかを確認してください。 |
| 印刷速度 | プリンターの動きが速すぎるため、ホットエンドが時間内にフィラメントを適切に溶かすことができません。 | 全体的な印刷速度を下げるか、印刷温度を上げて高速を補ってみてください。 |
| フィラメント径 | スライサーの直径が間違っている(e.g1.75mm フィラメントを使用している間は、2.85mm フィラメント (例: 2.85mm) を使用することができます。 | スライサーのマシン プロファイルのこの設定が、フィラメント スプールに指定された直径 (通常は 1.75 mm) と完全に一致していることを再確認してください。 |
3D プリンターのハードウェアに問題がありますか?
スライサーの設定が正しいことを確認しても問題が解決しない場合は、次の手順に進みます。 3Dプリンターの物理的なハードウェアを検査するこれらの機械的な問題は、押し出し不良の非常に一般的な原因です。

ノズルの詰まりを確認する
- 何を探すべきか: 完全な詰まりよりも部分的な詰まりのほうが一般的です。ご覧になるかもしれません 3Dプリンターフィラメント ノズルから出るときにフィラメントが片側にカールしたり、フィラメントを手動で押し出すときに余分な抵抗を感じたりします。
- 解決:「コールドプル」を実行します。ノズルを温め、フィラメントを少し手で押し出し、半分ほど冷ましてからしっかりと引き抜きます。こうすることで、フィラメントの破片も一緒に引き抜かれることが多いです。
押出機アセンブリの検査
- 何を探すべきかホブギア(歯のある方)にプラスチックの粉塵が詰まり、滑りが生じることがあります。また、テンションアームが緩すぎたり、きつすぎたりする場合もあります。
- 解決: 小さな真鍮ブラシを使って、ギアの歯に詰まったゴミを取り除きます。テンションネジを調整して、ギアがフィラメントをしっかりと、しかし押し潰しすぎない程度にしっかりと固定できるようにします。
フィラメントパスを調べる
- 何を探すべきか: スプールの絡まり、またはボウデン チューブ (お持ちの場合) が急激に曲がったり、ねじれたり、内部に目に見える摩耗が見られたりします。
- 解決: スプールが自由に回転することを確認してください。 ボウデンシステムきつい曲げがないか確認し、曲がっている箇所があれば取り除いてください。PTFEチューブが摩耗している場合は交換を検討してください。
3D プリントの問題の隠れた原因はフィラメントにあるかもしれません。
ソフトウェアとハードウェアがチェックされた場合、 フィラメント自体が問題の根本である可能性がある低品質または不十分な 保管されたフィラメント 多くの 3D プリントの悩みの隠れた原因となる可能性があります。
問題: 直径の不一致
- 症状: 押し出しが不均一に見え、一部のパーツは他のパーツよりも良く見えます。
- 解決デジタルノギスを使用して、フィラメントの長さに沿って数点を測定します。直径がメーカーの規定値よりも大きく異なる場合は、 許容範囲 (e.g.、±0.03mm の場合、フィラメントの品質が低いため、交換する必要があります。
問題: 濡れたフィラメント
- 症状: 印刷中にノズルからはっきりとしたパチパチ音やポップ音が聞こえます。印刷面が粗く、層の密着性が悪いように見えます。
- 解決:専用のフィラメント乾燥機を使用し、メーカーの指示に従ってスプール内の水分を乾燥させてください。フィラメントを乾燥剤を入れた密閉容器に保管することで、この問題を回避できます。
自信を持って印刷する:アンダーエクストルージョンに関する最終まとめ
押し出し不足の解決は困難な作業のように思えるかもしれませんが、体系的なアプローチをとれば対処可能です。まずは最も簡単な部分(スライサーの設定)を確認し、次に物理的なコンポーネント(ハードウェアとフィラメント)を確認していくことで、3Dプリントのトラブルの根本原因を効率的に診断し、解決することができます。
あなたの 消費者向け3Dプリンター 他の精密ツールと同様に、最高のパフォーマンスを発揮するには定期的なメンテナンスと調整が必要です。 押し出し不足などの問題のトラブルシューティングを学ぶことは、3Dプリントの旅の核心部分です。一度マスターすれば、毎回一貫性があり、丈夫で美しいプリントを実現できます。
アンダーエクストルージョンに関するよくある質問
Q1. 急速または急激な引き込みによって押し出し不足が発生するのはなぜですか?
引き込みが速すぎたり強すぎたりすると、溶けたプラスチックがホットエンドの冷たい部分へ引き戻されてしまいます。印刷を再開すると、プラスチックがノズル先端に戻るまでに時間差が生じます。これにより小さな隙間や塊が形成され、プリンターが移動する際に押し出し不足が発生します。
Q2. スライサーに間違ったサイズのノズルを取り付けたことが原因でしょうか?
はいたとえば、0.6 mm のノズルを挿入したが、スライサーでは 0.4 mm であると想定しており、ソフトウェアは縮小されたサイズに合わせて流量を計算します。そうすると、プリンターは、大きい方のノズルが押し出せる量よりも大幅に少ない量を押し出すことになり、非常に脆弱な印刷物となり、あまり材料が堆積されなくなります。
Q3. 「ヒートクリープ」とは何ですか?また、ヒートクリープはどのようにして押し出し不足につながりますか?
ヒートクリープは、ホットエンドが十分に冷却されていないときに、ノズルから熱が上方に伝わることで発生します。フィラメントは不適切なタイミングで過度に柔らかくなり、膨張してヒートブレイクに詰まります。この摩擦が蓄積され続け、最終的に目詰まりが発生し、フィラメントの押し出し不足がさらに進み、最終的には完全に止まってしまいます。
Q4. 印刷は最初はうまく始まるのですが、途中で材料がなくなるのはなぜですか?
通常、それは時間の経過とともに悪化する問題を示していますフィラメントスプールの絡まりがきつくなっていないか確認してください。また、1時間プリントした後に熱クリープが発生している可能性や、エクストルーダーのギアにプラスチックの粉塵が徐々に溜まり、フィラメントをしっかりと保持できなくなっている可能性もあります。
Q5. PTFE チューブを使用すると、Bowden プリンターで押し出し不足が発生するのはなぜですか?
フィラメントは PTFE チューブ内を前後に移動し、時間の経過とともにチューブ内、特に継手の周りに溝が形成されます。 これにより摩擦が生じ、フィラメントがスムーズに滑らなくなる。押し出し機のモーターが弱すぎてフィラメントを簡単に押し出すことができず、一貫して押し出し不足になります。
- 3Dプリントにおける押し出し不足とは何か、そしてそれをどのように見分けるか
- ここから始めましょう: スライサーの設定が押し出し不足を引き起こしていませんか?
- 3D プリンターのハードウェアに問題がありますか?
- ノズルの詰まりを確認する
- 押出機アセンブリの検査
- フィラメントパスを調べる
- 3D プリントの問題の隠れた原因はフィラメントにあるかもしれません。
- 問題: 直径の不一致
- 問題: 濡れたフィラメント
- 自信を持って印刷する:アンダーエクストルージョンに関する最終まとめ
- アンダーエクストルージョンに関するよくある質問
- Q1. 急速または急激な引き込みによって押し出し不足が発生するのはなぜですか?
- Q2. スライサーに間違ったサイズのノズルを取り付けたことが原因でしょうか?
- Q3. 「ヒートクリープ」とは何ですか?また、ヒートクリープはどのようにして押し出し不足につながりますか?
- Q4. 印刷は最初はうまく始まるのですが、途中で材料がなくなるのはなぜですか?
- Q5. PTFE チューブを使用すると、Bowden プリンターで押し出し不足が発生するのはなぜですか?











