 2º trimestre
2º trimestre


 Primeiro trimestre Pró
Primeiro trimestre Pró
 X-Max 3
X-Max 3


Corrija extrusão inconsistente na impressão 3D em minutos

Falhas na camada superior, paredes onduladas e irregularidades repentinas podem transformar um longo trabalho em sucata. A maioria dessas falhas decorre das mesmas causas. Com um caminho curto e repetível, você pode diagnosticar o problema, aplicar a correção correta e travar no estável Configurações de impressão 3D. Siga os passos abaixo para trazer o seu impressora 3D De volta às linhas limpas e uniformes.

Qual a aparência da extrusão inconsistente na impressão 3D?
A extrusão inconsistente se manifesta em um pequeno conjunto de padrões. Associe o que você vê na peça à primeira ação do seu projeto. impressora 3D.
- As camadas superiores apresentam pequenos furos ou estrias transparentes.
- As paredes externas variam em espessura e apresentam um aspecto ondulado.
- Os cantos ficam salientes na entrada ou parecem finos na saída.
- O preenchimento deixa espaços aleatórios após algumas camadas.
- A extrusora faz estalos durante movimentos rápidos.
Problemas comuns na impressão 3D e primeiras soluções
| Sintoma na parte | Causa provável | Primeira ação | Aprovado ou ajuste o limite |
| A camada superior apresenta lacunas. | Vazão muito baixa ou temperatura muito baixa | Aumente o multiplicador de extrusão em 1–2% ou aumente a temperatura do bico em 5–10 °C. | A superfície superior fecha sem saliências. |
| Os cantos parecem inchados. | Pressão não compensada em movimento | Ajuste o avanço de pressão com uma linha de rampa de velocidade | Os cantos têm a mesma largura que as linhas retas. |
| As paredes variam em espessura. | Vazamento ou bloqueio parcial | Recalibre o fluxo, inspecione o bocal e o caminho. | Espessura da parede dentro de ±0,05–0,10 mm do valor alvo. |
| Preenchimento esparso | Arrasto do alimentador ou filamento úmido | Verifique a tensão e o caminho, filamento seco | Preenchimento uniforme sem vazios aleatórios |
| Clicando em alta velocidade | A demanda de vazão volumétrica é muito alta. | Diminua a velocidade ou a altura da camada, confirme a capacidade do hotend. | Não clique durante uma parede estável |
Como identificar problemas de extrusão na impressão 3D em cinco minutos
Execute essas quatro verificações em ordem. Cada uma delas fornece um sinal claro de aprovação antes de prosseguir. Essa sequência é ideal para uma oficina movimentada e um laboratório doméstico.
1. Verificação de fluxo com um quadrado simples
Corte um quadrado de 100 mm, com duas ou três camadas superiores, na sua velocidade normal de impressão 3D. Se a camada superior apresentar espaços vazios, Aumente o multiplicador de extrusão em 1% e imprima novamente.. Aprove quando a parte superior fechar e parecer lisa.
2. Linha de Avanço de Pressão
Imprima uma linha de parede simples com velocidade crescente. Aumente a pressão de avanço em pequenos incrementos até que os cantos coincidam com as seções retas. Pare na primeira configuração que remova as saliências sem afinar o papel.
3. Extrusão manual e inspeção de trajetória
Aqueça até a temperatura de impressão. Selecione 100 mm de filamento. Meça a quantidade de filamento que entra no alimentador. Se a quantidade medida diferir em mais de 5%, Corrija os passos ou o fluxo antes de qualquer outro ajuste. Limpe a engrenagem de acionamento, esquadre-a. tubo de PTFE termina e remove as dobras.
4. Verificação da realidade do fluxo volumétrico
Estime a demanda com largura da linha × altura da camada × velocidade. Se o impressora 3D Se o crescimento falhar na taxa desejada, reduza a velocidade ou a altura da camada e teste novamente. Mantenha uma margem de segurança para caminhos longos e contínuos.
Configurações essenciais do fatiador para corrigir problemas de extrusão primeiro
Defina os parâmetros nesta ordem para que cada alteração se baseie em uma base estável. Teste em um pequeno quadrado e, em seguida, aplique ao modelo completo.
- Multiplicador de extrusão ou fluxo: Mova-se em incrementos de 1 a 2%. Uma superfície superior lisa e fechada confirma a linha de base para sua impressora 3D.
- Avanço de pressão ou recurso similar: Use o teste de linha. Os cantos devem ter a mesma aparência que as paredes retas. Esse controle uniformiza a pressão durante as mudanças de direção e reduz as irregularidades.
- Temperatura do bico: Ajuste em incrementos de 5 a 10 °C. Temperaturas mais altas melhoram o fluxo em alta velocidade, enquanto temperaturas mais baixas... reduz a formação de filamentos. Verifique novamente o quadrado superior após cada alteração.
- Retração, deslizamento, limpeza e penteamento: Mantenha esses ajustes moderados até que o fluxo e a pressão estejam estáveis. Adicione apenas o necessário para evitar cicatrizes durante a viagem.
- Estratégia de resfriamento: Equilibre o resfriamento da peça com o tempo de camada. Fluxo de ar excessivo em perímetros espessos pode fazer com que as gotas pareçam insuficientes. Detalhes finos podem precisar de mais ventoinha para manter a nitidez.
Quais verificações de hardware da impressora 3D previnem oscilações aleatórias no fluxo de ar?
Um caminho limpo é tão importante quanto um ambiente limpo. Dê ao seu impressora 3D Uma auditoria mecânica rápida com limites objetivos.
- Saúde do bico: Substitua um bico gasto ou danificado.. Faça uma extração a frio quando observar resíduos. Prossiga quando a extrusão começar suavemente e a ponta estiver limpa.
- Acionamento e tensão da extrusora: A engrenagem deve deixar uma marca de mordida nítida, sem gerar pó. Se aparecer pó, reduza a tensão e limpe os dentes. Se as marcas estiverem fracas, aumente a tensão.
- Caminho do filamento e conectores: Corte as extremidades dos tubos de PTFE em esquadro e encaixe as conexões completamente para evitar degraus internos. Mantenha um raio de curvatura amplo. 50 mm ou mais, para reduzir o arrasto.
- Estabilidade do Hotend: Durante a extrusão contínua, mantenha a leitura do bico dentro de ±2 °C. Oscilações maiores indicam um sistema de refrigeração com quebra de calor ineficiente ou um aquecedor com defeito.
- Câmara e fluxo de ar: Um espaço de construção fechado mantém as condições estáveis entre as camadas. Confirme se os dutos estão desobstruídos e se o resfriamento da peça atinge a área desejada, e não o bloco de aquecimento.

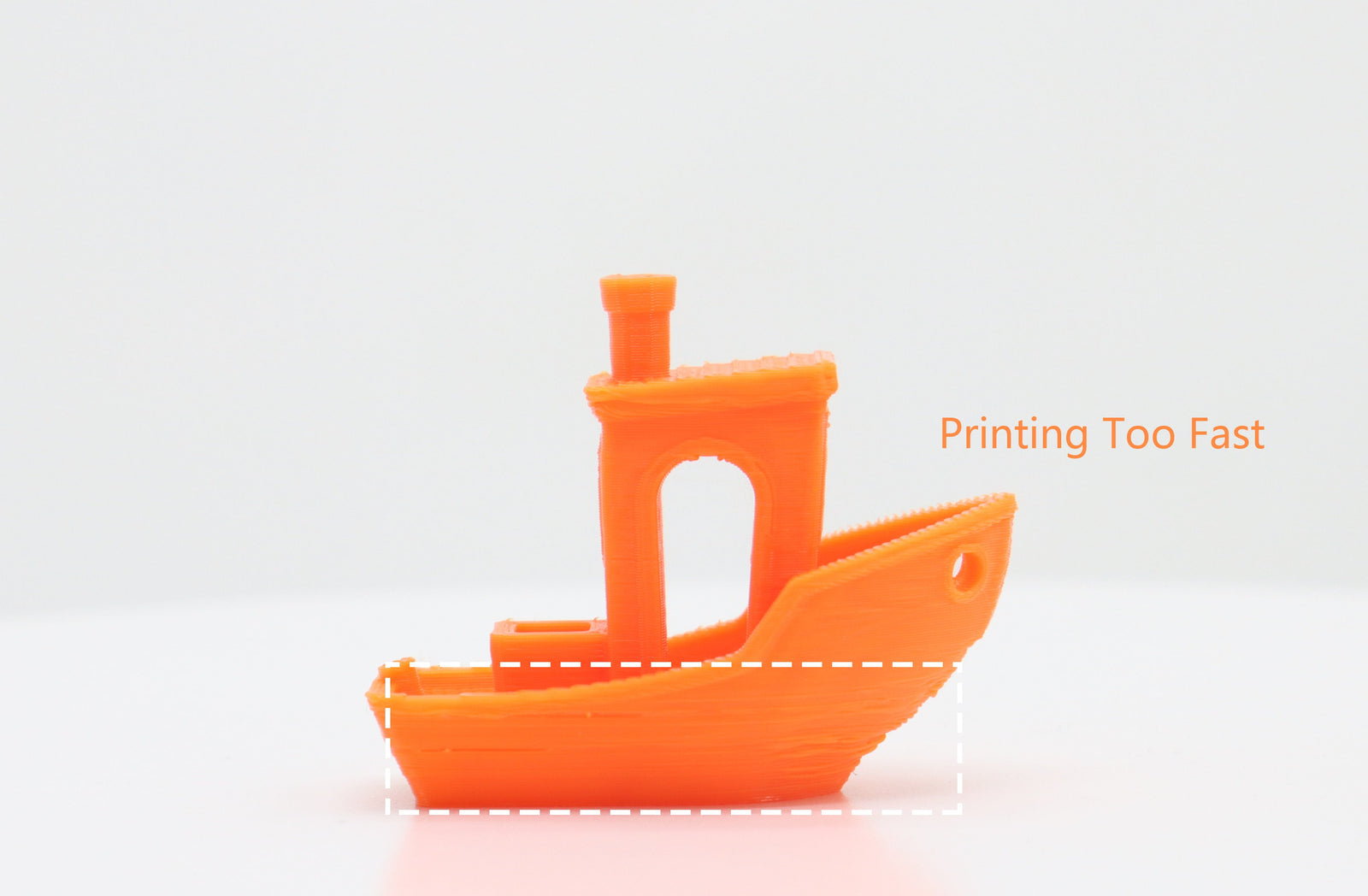
Qual a velocidade máxima que sua impressora 3D pode atingir antes que o bico extrusor (hotend) fique sem combustível?
Associe a velocidade de impressão 3D a um valor que você possa verificar. Use o fluxo volumétrico para definir um limite máximo de segurança.
Demanda de vazão volumétrica: Vazão (mm³/s) = largura da linha (mm) × altura da camada (mm) × velocidade (mm/s)
Exemplo:
- Largura da linha: 0,45 mm, altura da camada: 0,20 mm, velocidade: 120 mm/s.
- Vazão = 0,45 × 0,20 × 120 = 10,8 mm³/s.
Se a parede de teste parecer limpa e a extrusora permanecer silenciosa, aumente a velocidade em pequenos incrementos e observe se há artefatos. Depois de encontrar um limite limpo, reduza a velocidade em alguns pontos. 15–25 por cento Para trabalhos reais. Longas áreas de preenchimento e perímetros densos sustentam a carga térmica e precisam de uma margem de segurança.
Guia prático de referência de velocidade para impressão 3D do dia a dia.
| Largura da linha | Altura da camada | Fluxo alvo (mm³/s) | Velocidade sugerida (mm/s) |
| 0,42 | 0,16 | 8.0 | 119 |
| 0,45 | 0,20 | 10.0 | 111 |
| 0,48 | 0,24 | 12.0 | 104 |
Use a tabela como ponto de partida. Ajuste uma variável de cada vez e confirme os resultados em um cubo pequeno antes de passar para um modelo maior.
Como manter o filamento para uma impressão 3D consistente
Material As condições afetam fortemente a estabilidade na impressão 3D. Pequenos hábitos previnem grandes oscilações.
- Graus higroscópicos secos: Nylon, PETG, PC e tipos flexíveis Absorva a umidade. Armazene com dessecante novo. Seque quando ouvir estalos ou vir microbolhas.
- Limpe o filamento antes de trocá-lo.: Limpe a poeira dos alimentadores de filamento. Detritos se acumulam no bico durante impressões longas.
- Manter registros por material: Registre o tamanho do bico, a altura da camada, a largura da linha, a velocidade, o fluxo, o avanço de pressão e o leque. Reutilize o conjunto na próxima vez e altere apenas um item.
- Manutenção leve conforme cronograma: A cada poucos ciclos de bobinas, limpe a engrenagem de acionamento, verifique os conectores e confirme as leituras de temperatura. Pequenas verificações frequentes evitam longas interrupções.
Modelos de início rápido para usuários de impressoras 3D
Use esses dois modelos para manter a impressão 3D repetível. Copie-os para o seu aplicativo de notas ou para a wiki da loja.
Modelo de registro de parâmetros
| Material | Bocal | Altura da camada | Largura da linha | Velocidade | Fluxo | Avanço de pressão | Fã | Notas sobre o resultado |
| PLA | 0,4 mm | 0,20 | 0,45 | 110 | 1,00 | 0,04 | 40% | Superfície limpa, cantos uniformes |
| PETG | 0,4 mm | 0,20 | 0,45 | 70 | 0,98 | 0,06 | 30% | Paredes lisas, cordas baixas |
Lista de verificação para resolução de problemas
| Sintoma | Ação | Item de reteste | Resultado esperado |
| Pele fina na superfície | Fluxo +1% ou temperatura +5 °C | 100 mm quadrado | Tampa fechada com acabamento brilhante. |
| manchas de canto | Aumentar o avanço de pressão | Linha de rampa de velocidade | Os cantos correspondem às linhas retas |
| Clicando em paredes rápidas | Reduza a velocidade ou a altura da camada. | Perímetro longo | Alimentação silenciosa e contas uniformes |
| Buracos aleatórios no preenchimento | Seque o filamento e verifique o caminho. | Amostra de preenchimento de 3 camadas | O preenchimento adere uniformemente. |
Como manter suas impressões 3D suaves e confiáveis.
Lacunas nas camadas superiores, paredes onduladas e áreas ásperas geralmente têm algumas causas comuns. Seguindo uma abordagem clara e passo a passo — verificando configurações do fatiador, hardware, condição do material e velocidade — isso ajuda o seu impressora 3D Produza camadas suaves e uniformes. Registrar configurações comprovadas e revisar pontos de verificação importantes garante que impressões longas sejam concluídas de forma confiável e com a aparência desejada. Mantenha essa rotina e impressões 3D consistentes e de alta qualidade se tornarão o novo padrão.
- Qual a aparência da extrusão inconsistente na impressão 3D?
- Problemas comuns na impressão 3D e primeiras soluções
- Como identificar problemas de extrusão na impressão 3D em cinco minutos
- 1. Verificação de fluxo com um quadrado simples
- 2. Linha de Avanço de Pressão
- 3. Extrusão manual e inspeção de trajetória
- 4. Verificação da realidade do fluxo volumétrico
- Configurações essenciais do fatiador para corrigir problemas de extrusão primeiro
- Quais verificações de hardware da impressora 3D previnem oscilações aleatórias no fluxo de ar?
- Qual a velocidade máxima que sua impressora 3D pode atingir antes que o bico extrusor (hotend) fique sem combustível?
- Guia prático de referência de velocidade para impressão 3D do dia a dia.
- Como manter o filamento para uma impressão 3D consistente
- Modelos de início rápido para usuários de impressoras 3D
- Modelo de registro de parâmetros
- Lista de verificação para resolução de problemas
- Como manter suas impressões 3D suaves e confiáveis.
Produtos recomendados











