 2º trimestre
2º trimestre


 Primeiro trimestre Pró
Primeiro trimestre Pró
 X-Max 3
X-Max 3


Por que minha impressão 3D não gruda na cama?


Se o seu Impressão 3D Se a impressão não estiver aderindo à mesa, o problema geralmente não é apenas o filamento. Que pena. adesão de primeira camada é frequentemente causada por erros. Deslocamento Z, uma plataforma de impressão suja, temperatura da mesa incorreta, algo errado configurações do fatiador, resfriamento prematuro excessivo, correntes de ar ou filamento úmido. O primeira camada É crucial porque todas as camadas acima dela dependem dessa base. Se a adesão não for boa, os cantos podem se levantar, o bico pode arrastar a peça e a impressão pode falhar antes de ser concluída.
Motivos comuns pelos quais uma impressão 3D não adere à base.
A má aderência do leito geralmente é causada por alguns fatores comuns. primeira camada problemas, desde altura incorreta do bico até uma superfície de construção suja.
O bocal está muito longe da cama.
Quando o O bocal está muito alto., O filamento aterrissa na plataforma em vez de ser pressionado suavemente contra ela. Isso geralmente resulta em uma adesão fraca e fácil desprendimento. Essa é uma das causas mais comuns de uma impressão 3D não aderir à mesa. Na maioria dos casos, as linhas da primeira camada ficam arredondadas em vez de levemente achatadas, com espaços visíveis entre elas, e podem se desprender facilmente mesmo com a mesa aquecida.
A plataforma de impressão está suja
Óleo dos dedos, poeira, resíduos de adesivo e impressões anteriores podem reduzir a aderência. Uma placa pode parecer limpa e ainda assim conter óleo suficiente para causar falha na primeira camada. Por isso, a limpeza da superfície deve sempre preceder a resolução de problemas mais complexos. Em muitos casos, os usuários começam a ajustar temperaturas e velocidades quando o problema real é simplesmente a contaminação na superfície de impressão.
A temperatura da cama está incorreta.
Se a mesa de impressão estiver muito fria, o filamento pode não aderir bem o suficiente à superfície durante a primeira camada. Se a mesa estiver muito quente, podem ocorrer distorções na camada inferior, efeito "pé de elefante" ou adesão excessiva em algumas combinações de material e superfície. A temperatura ideal da mesa depende do tipo de filamento, da superfície de impressão e do perfil de impressão que você está usando; portanto, é melhor considerar a temperatura como uma faixa inicial, e não como uma regra fixa.
O tipo de disco ou as configurações do fatiador estão incorretos.
Sobre impressoras modernas, O hardware pode estar correto, mas a configuração do fatiador estar incorreta. Se o tipo de mesa selecionado não corresponder à superfície real instalada na impressora, a altura efetiva da primeira camada pode ficar suficientemente incorreta a ponto de causar falha de adesão. Incompatibilidades no perfil do material podem criar o mesmo problema, especialmente quando a altura da primeira camada, a velocidade, a temperatura da mesa ou as configurações de resfriamento inicial não correspondem ao filamento e à superfície utilizados.
O resfriamento ou as correntes de ar estão muito fortes.
Resfriamento excessivo e prematuro pode impedir a correta adesão do filamento. Fluxos de ar intensos ao redor da impressora também podem causar o levantamento dos cantos, especialmente com materiais que encolhem mais ao esfriar. É por isso que PLA Geralmente é mais fácil de manusear do que o ABS ou o ASA, que são muito mais sensíveis a correntes de ar e temperaturas ambientes instáveis.
O filamento está molhado
A umidade pode tornar o comportamento da primeira camada inconsistente, mesmo quando tudo o mais parece correto. Se a chapa estiver limpa e o deslocamento Z parecer correto, mas a adesão ainda variar de impressão para impressão, filamento úmido Vale a pena verificar. Isso é especialmente importante para materiais que absorvem umidade com mais facilidade, já que uma extrusão com baixa consistência pode resultar em primeiras camadas fracas ou irregulares.
Como diagnosticar problemas de aderência na mesa de impressão 3D
A primeira camada geralmente indica o que está dando errado. Observando atentamente como o filamento se deposita, muitas vezes é possível identificar se o problema está na altura do bico, na temperatura, no fluxo de ar ou na própria superfície de impressão.
Se as linhas da primeira camada estiverem separadas
Isso geralmente significa que o bico está muito alto. As linhas costumam parecer finas e arredondadas, com espaços visíveis entre elas, e não se fundem em uma primeira camada sólida. Nesse caso, diminuir um pouco o offset Z e executar um novo teste com uma pequena primeira camada costuma ser a melhor solução.
Se os cantos se levantarem, mas o centro permanecer abaixado.
Isso geralmente indica encolhimento, retenção de calor insuficiente ou problemas de fluxo de ar, e não uma simples contaminação da mesa de impressão. É especialmente comum com ABS e ASA, que exigem temperaturas mais altas na mesa e um ambiente de impressão mais estável. Caso isso aconteça, vale a pena verificar se há correntes de ar, revisar as configurações de resfriamento e avaliar se o material se beneficiaria de uma estrutura fechada ou de uma borda para maior suporte lateral.
Se a impressão grudar demais
Isso nem sempre significa que a primeira camada está correta. Às vezes, a combinação de material e superfície é simplesmente muito agressiva. PETG sobre PEI liso é um exemplo comum, pois pode aderir com muita força e tornar-se difícil de remover com segurança. Nesse caso, o problema não é a fraca adesão, mas sim a adesão excessiva causada pela escolha errada da superfície ou pela falta de uma camada de desmoldagem.
Se a primeira camada parecer muito amassada
Isso geralmente significa que o bico está muito baixo, a mesa está muito quente ou ambos. Você pode notar linhas borradas na parte inferior, formato de pé de elefante ou filamento sendo empurrado para fora em vez de depositado de forma limpa. Um pequeno aumento no deslocamento Z ou uma leve redução na temperatura da mesa geralmente melhora o resultado.

Como consertar uma impressão 3D que não adere à mesa de impressão.
Depois de identificar a provável causa do problema, siga as soluções em uma ordem prática, começando pelos ajustes mais comuns e fáceis.
Limpe a plataforma de impressão
Comece por aqui antes de adicionar cola ou alterar várias configurações de uma só vez. Em muitos casos, limpeza adequada Resolve o problema imediatamente. Use o método de limpeza adequado à sua superfície de impressão e evite tocar na área de impressão após a limpeza.
Verifique o tipo de disco no fatiador.
Se a fatiadora estiver com a placa errada selecionada, a primeira camada pode falhar mesmo que a máquina esteja mecanicamente em perfeitas condições. Certifique-se de que a placa selecionada corresponde à instalada e confirme se o perfil do material, a temperatura da mesa e as configurações da primeira camada correspondem à predefinição correta.
Ajuste o deslocamento Z
O momento mais confiável para ajustar o offset Z é durante a impressão da primeira camada. Faça pequenos ajustes e observe como o filamento se comporta. O objetivo é obter uma primeira camada ligeiramente achatada e bem conectada, que se una bem sem parecer excessivamente achatada.
Defina a temperatura ideal da cama.
Use as faixas recomendadas como ponto de partida e, em seguida, ajuste-as com base no filamento, na superfície e no comportamento de impressão. A temperatura da mesa deve favorecer a adesão, e não compensar todos os outros problemas de configuração.
Faixas típicas de partida para leitos aquecidos:
- PLA: em volta 50–60°C
- PETG: em volta 70–90°C
- ABS/ASA: em torno de 95–110°C
- TPU: geralmente em torno de 50–75°C, dependendo do perfil e da dureza.
Diminua a velocidade da primeira camada
Uma primeira camada mais lenta dá ao filamento mais tempo para aderir à superfície. Isso geralmente é mais confiável do que usar uma porcentagem fixa da sua velocidade de impressão normal, já que as impressoras variam muito em velocidade base. Se a primeira camada estiver falhando, reduzir a velocidade da primeira camada costuma ser um dos ajustes mais simples e eficazes.
Reduza o resfriamento nas primeiras camadas.
Para muitos materiais, a primeira camada não precisa de um resfriamento ativo intenso.Um resfriamento mais lento nas primeiras camadas pode ajudar a reduzir o desprendimento e melhorar a estabilidade das bordas. Isso se torna especialmente importante ao imprimir materiais que se deformam com mais facilidade ou quando o ambiente da sala não é bem controlado.
Use cola, borda ou jangada somente quando necessário.
Os agentes de adesão podem ser úteis, mas não devem ser considerados a primeira solução para todos os problemas de adesão à mesa. Eles funcionam melhor quando a configuração básica já está correta e você precisa apenas de suporte adicional, como maior estabilidade nas bordas de modelos planos grandes, resistência adicional ao descolamento dos cantos ou uma camada de desmoldagem para combinações de material e superfície que podem aderir de forma muito agressiva.
Melhores configurações de mesa para impressão em PLA, PETG, ABS e TPU
Filamentos diferentes se comportam de maneira diferente na plataforma de impressão, por isso é importante evitar tratar todos os materiais da mesma forma. Os melhores resultados geralmente são obtidos quando se combina corretamente o material, a superfície e o perfil de temperatura.
Dicas de adesão à base de PLA
O PLA costuma ser o filamento mais fácil de aderir à mesa de impressão. Ele apresenta baixa deformação e geralmente imprime bem em temperaturas de mesa entre 50 e 60 °C em plataformas aquecidas. Se o PLA não estiver aderindo, as primeiras coisas a verificar geralmente são a limpeza da mesa, o offset Z e a velocidade da primeira camada, em vez de soluções incomuns.
Dicas de adesão para leito de PETG
O PETG requer mais cuidado do que o PLA, pois sua aderência pode ser muito fraca ou muito forte, dependendo da superfície. O PETG pode aderir de forma muito agressiva ao PEI liso, razão pela qual superfícies texturizadas ou acetinadas são geralmente opções mais seguras, ou então utiliza-se uma camada de desmoldagem sobre o PEI liso.
Dicas de adesão de ABS e ASA para camas
ABS e ASA são muito mais sensíveis a correntes de ar e instabilidade térmica. Geralmente, precisam de uma mesa aquecida mais quente e um ambiente mais estável do que PLA ou PETG. Se os cantos se levantarem, aumentar apenas a temperatura da mesa pode não ser suficiente; reduzir o fluxo de ar e usar uma estrutura fechada costumam ser igualmente importantes.
Dicas de adesão para leito de TPU
O TPU não deve ser tratado automaticamente como um material que sempre precisa de cola. A verdadeira prioridade é usar o perfil correto, adequar o tipo de placa e manter a primeira camada controlada. Em uma superfície inadequada, o TPU pode aderir de forma excessiva, portanto, o equilíbrio é tão importante quanto a força de adesão.
Perguntas frequentes sobre a adesão à mesa de impressão 3D
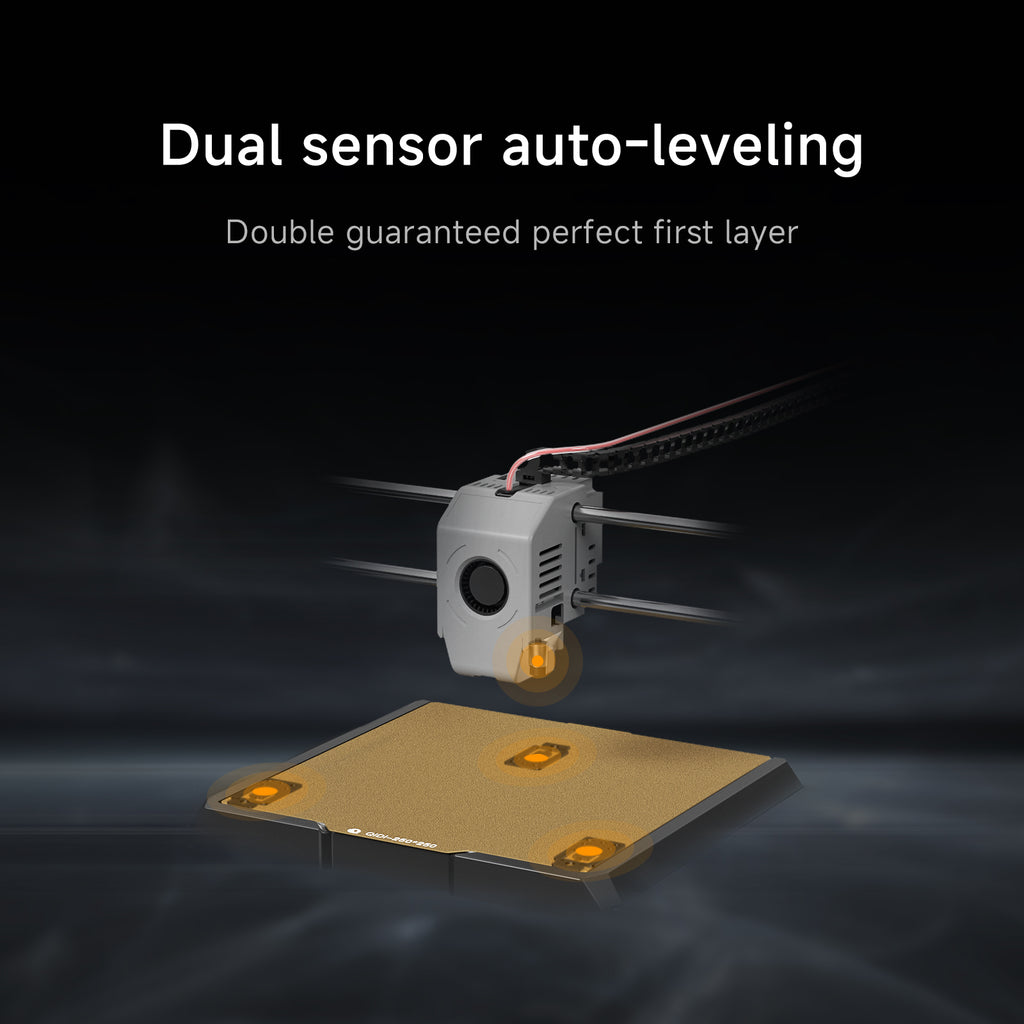
P1: Por que minha impressão 3D não está aderindo à mesa mesmo após o nivelamento automático da mesa?
Nivelamento automático da cama Não há garantia de que a altura efetiva da primeira camada esteja correta. Um deslocamento Z incorreto, uma placa suja, o tipo de placa errado no fatiador ou um perfil de material incorreto ainda podem causar problemas de adesão.
P2: Devo usar cola em bastão para PETG?
Às vezes, mas nem sempre, para aumentar a adesão. Em PEI liso, uma cola em bastão é frequentemente usada como camada de desmoldagem para evitar que o PETG se ligue de forma muito agressiva e danifique a superfície.
P3: O TPU precisa de cola?
Não por padrão. Em muitos casos, a cola não é necessária e, em PEI texturizado, pode até causar adesão excessiva.
Q4: O que devo verificar primeiro quando o PLA não está aderindo?
Limpe a placa e verifique o offset Z antes de alterar qualquer outra coisa. O PLA costuma ser tolerante, então uma superfície suja ou uma altura incorreta da primeira camada geralmente são a causa real do problema.
Obtenha melhor adesão da primeira camada com a configuração correta.
A maioria dos problemas de adesão à mesa de impressão pode ser resolvida seguindo a ordem correta da configuração. Comece limpando a mesa de impressão, confirmando a configuração correta da mesa no fatiador, ajustando o offset Z durante a primeira camada, verificando a temperatura da mesa, diminuindo a velocidade da primeira camada e reduzindo o resfriamento inicial, se necessário. Com esses ajustes básicos corretos, auxiliares de adesão como cola, bordas ou bases de suporte podem ser usados com mais eficácia.Siga este processo e você terá muito mais chances de obter uma primeira camada limpa e estável e impressões mais confiáveis no geral.
- Motivos comuns pelos quais uma impressão 3D não adere à base.
- O bocal está muito longe da cama.
- A plataforma de impressão está suja
- A temperatura da cama está incorreta.
- O tipo de disco ou as configurações do fatiador estão incorretos.
- O resfriamento ou as correntes de ar estão muito fortes.
- O filamento está molhado
- Como diagnosticar problemas de aderência na mesa de impressão 3D
- Se as linhas da primeira camada estiverem separadas
- Se os cantos se levantarem, mas o centro permanecer abaixado.
- Se a impressão grudar demais
- Se a primeira camada parecer muito amassada
- Como consertar uma impressão 3D que não adere à mesa de impressão.
- Limpe a plataforma de impressão
- Verifique o tipo de disco no fatiador.
- Ajuste o deslocamento Z
- Defina a temperatura ideal da cama.
- Diminua a velocidade da primeira camada
- Reduza o resfriamento nas primeiras camadas.
- Use cola, borda ou jangada somente quando necessário.
- Melhores configurações de mesa para impressão em PLA, PETG, ABS e TPU
- Dicas de adesão à base de PLA
- Dicas de adesão para leito de PETG
- Dicas de adesão de ABS e ASA para camas
- Dicas de adesão para leito de TPU
- Perguntas frequentes sobre a adesão à mesa de impressão 3D
- P1: Por que minha impressão 3D não está aderindo à mesa mesmo após o nivelamento automático da mesa?
- P2: Devo usar cola em bastão para PETG?
- P3: O TPU precisa de cola?
- Q4: O que devo verificar primeiro quando o PLA não está aderindo?
- Obtenha melhor adesão da primeira camada com a configuração correta.
Produtos recomendados











